WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Stop engine, and disconnect negative (–) bat- tery cable from battery before inspecting, maintaining, or servicing.
MOVING PARTS can cause serious injury.
• Keep away from moving parts such as fans, belts, and rotors.
HOT ENGINE PARTS can cause severe burns.
• Wear protective gloves and clothing when working on a hot engine.
MAGNETIC FIELDS FROM HIGH CUR- RENTS can affect pacemaker operation.
• Wearers should consult with their doctor be- fore going near arc welding, gouging, or spot welding operations.
Troubleshooting of internal parts to be per- formed only by qualified persons.
IMPORTANT: Before beginning any troubleshooting procedures, check and be sure that all connections are correct and secure and that all switches are in the proper position.
TROUBLESHOOTING
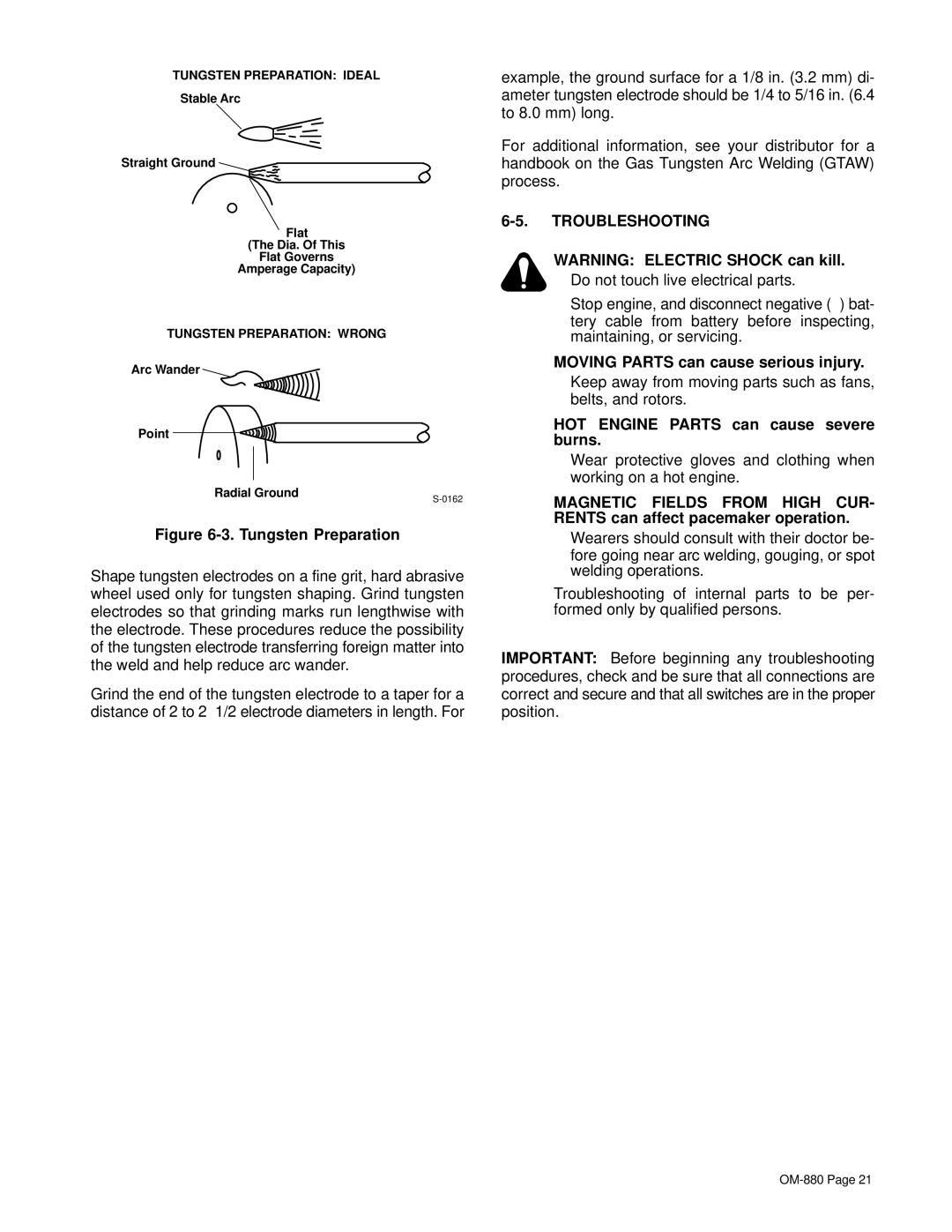
example, the ground surface for a 1/8 in. (3.2 mm) di- ameter tungsten electrode should be 1/4 to 5/16 in. (6.4 to 8.0 mm) long.
For additional information, see your distributor for a handbook on the Gas Tungsten Arc Welding (GTAW) process.
TUNGSTEN PREPARATION: IDEAL
Stable Arc
Straight Ground ![]()
Flat
(The Dia. Of This
Flat Governs
Amperage Capacity)
TUNGSTEN PREPARATION: WRONG
Arc Wander
Point
Radial Ground
Figure 6-3. Tungsten Preparation
Shape tungsten electrodes on a fine grit, hard abrasive wheel used only for tungsten shaping. Grind tungsten electrodes so that grinding marks run lengthwise with the electrode. These procedures reduce the possibility of the tungsten electrode transferring foreign matter into the weld and help reduce arc wander.
Grind the end of the tungsten electrode to a taper for a distance of 2 to