8-2. Preparing Tungsten Electrode For Welding
YGrinding the tungsten electrode produces dust and flying sparks which can cause injury and start fires. Use
local exhaust (forced ventilation) at the grinder or wear an approved respirator. Read MSDS for safety infor- mation. Consider using tungsten containing ceria, lanthana, or yttria instead of thoria. Grinding dust from thoriated electrodes contains
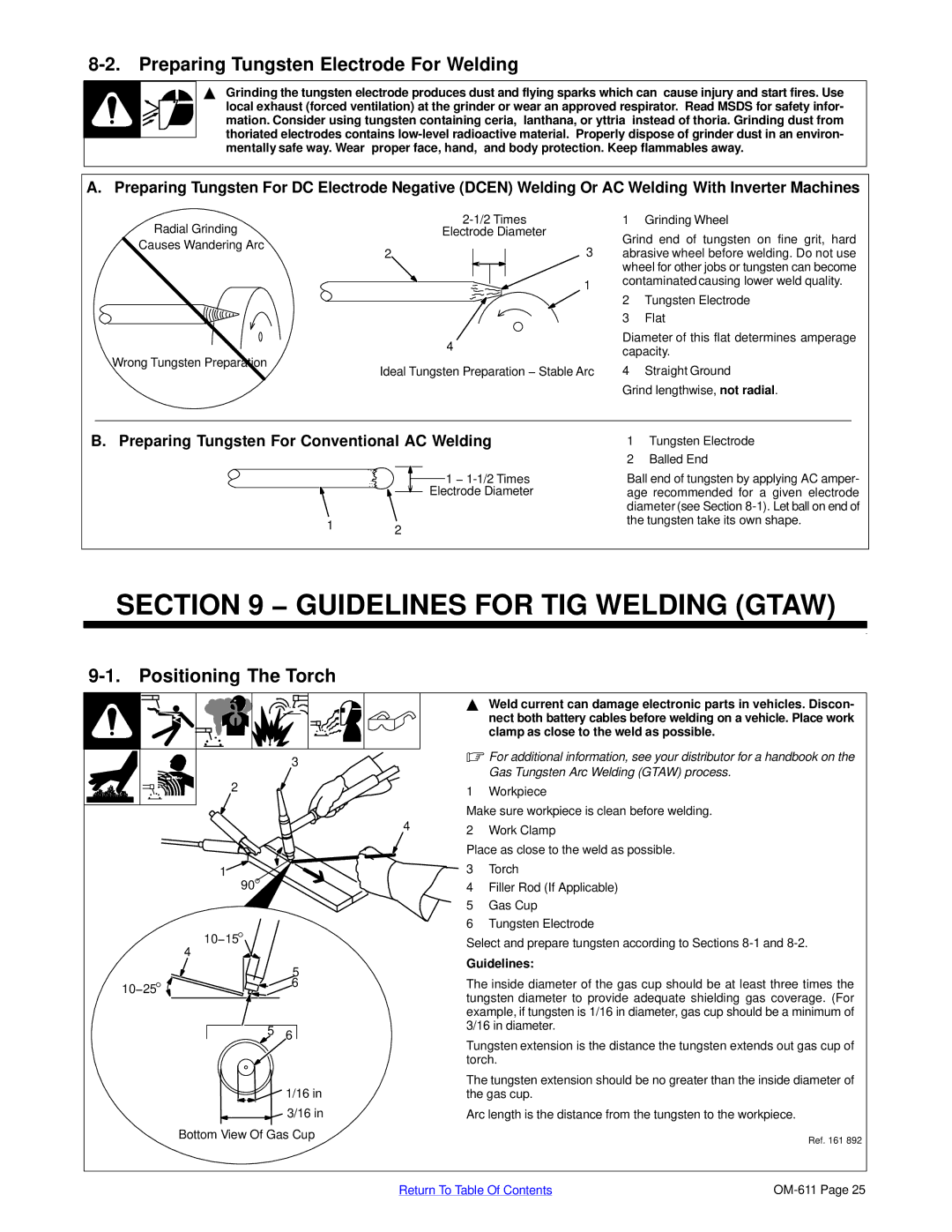
A. Preparing Tungsten For DC Electrode Negative (DCEN) Welding Or AC Welding With Inverter Machines
Radial Grinding | |
Electrode Diameter | |
Causes Wandering Arc | 3 |
2 | |
| 1 |
| 4 |
Wrong Tungsten Preparation
Ideal Tungsten Preparation − Stable Arc
1 Grinding Wheel
Grind end of tungsten on fine grit, hard abrasive wheel before welding. Do not use wheel for other jobs or tungsten can become contaminated causing lower weld quality.
2Tungsten Electrode
3Flat
Diameter of this flat determines amperage capacity.
4 Straight Ground
Grind lengthwise, not radial.
B. Preparing Tungsten For Conventional AC Welding
1 − ![]() Electrode Diameter
Electrode Diameter
12
1Tungsten Electrode
2Balled End
Ball end of tungsten by applying AC amper- age recommended for a given electrode diameter (see Section
SECTION 9 − GUIDELINES FOR TIG WELDING (GTAW)
9-1. Positioning The Torch
|
| Y Weld current can damage electronic parts in vehicles. Discon- | |
|
|
| nect both battery cables before welding on a vehicle. Place work |
|
|
| clamp as close to the weld as possible. |
| 3 | . For additional information, see your distributor for a handbook on the | |
|
| Gas Tungsten Arc Welding (GTAW) process. | |
|
|
| |
2 |
| 1 | Workpiece |
|
| ||
1
90°
10−15 °
4
5
6
5 6
![]() 1/16 in
1/16 in
![]()
![]() 3/16 in Bottom View Of Gas Cup
3/16 in Bottom View Of Gas Cup
Make sure workpiece is clean before welding.
42 Work Clamp
Place as close to the weld as possible.
3Torch
4Filler Rod (If Applicable)
5Gas Cup
6Tungsten Electrode
Select and prepare tungsten according to Sections
Guidelines:
The inside diameter of the gas cup should be at least three times the tungsten diameter to provide adequate shielding gas coverage. (For example, if tungsten is 1/16 in diameter, gas cup should be a minimum of 3/16 in diameter.
Tungsten extension is the distance the tungsten extends out gas cup of torch.
The tungsten extension should be no greater than the inside diameter of the gas cup.
Arc length is the distance from the tungsten to the workpiece.
Ref. 161 892
Return To Table Of Contents |