Depth of Cut
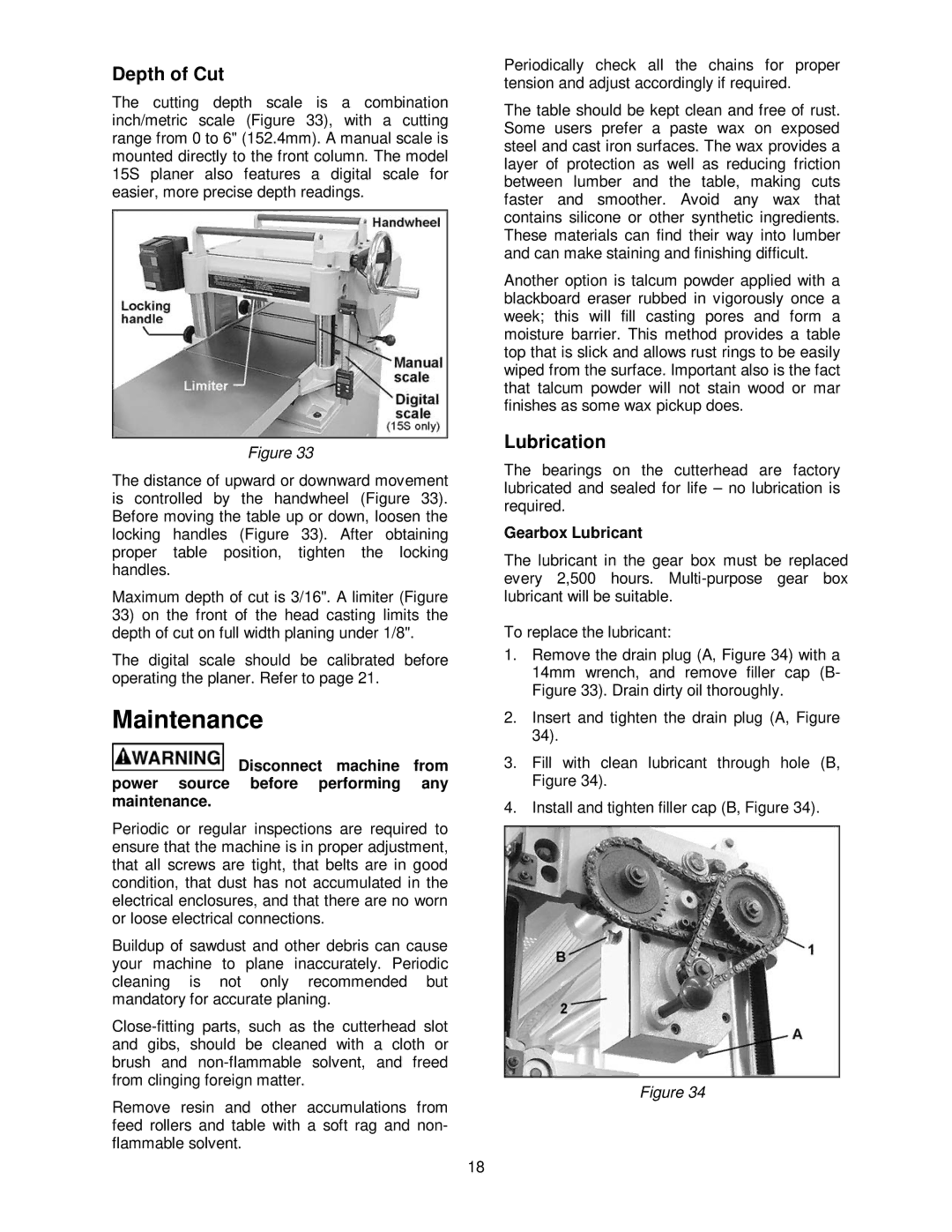
The cutting depth scale is a combination inch/metric scale (Figure 33), with a cutting range from 0 to 6" (152.4mm). A manual scale is mounted directly to the front column. The model 15S planer also features a digital scale for easier, more precise depth readings.
Figure 33
The distance of upward or downward movement is controlled by the handwheel (Figure 33). Before moving the table up or down, loosen the locking handles (Figure 33). After obtaining proper table position, tighten the locking handles.
Maximum depth of cut is 3/16". A limiter (Figure
33)on the front of the head casting limits the depth of cut on full width planing under 1/8".
The digital scale should be calibrated before operating the planer. Refer to page 21.
Maintenance
![]() Disconnect machine from power source before performing any maintenance.
Disconnect machine from power source before performing any maintenance.
Periodic or regular inspections are required to ensure that the machine is in proper adjustment, that all screws are tight, that belts are in good condition, that dust has not accumulated in the electrical enclosures, and that there are no worn or loose electrical connections.
Buildup of sawdust and other debris can cause your machine to plane inaccurately. Periodic cleaning is not only recommended but mandatory for accurate planing.
Remove resin and other accumulations from feed rollers and table with a soft rag and non- flammable solvent.
Periodically check all the chains for proper tension and adjust accordingly if required.
The table should be kept clean and free of rust. Some users prefer a paste wax on exposed steel and cast iron surfaces. The wax provides a layer of protection as well as reducing friction between lumber and the table, making cuts faster and smoother. Avoid any wax that contains silicone or other synthetic ingredients. These materials can find their way into lumber and can make staining and finishing difficult.
Another option is talcum powder applied with a blackboard eraser rubbed in vigorously once a week; this will fill casting pores and form a moisture barrier. This method provides a table top that is slick and allows rust rings to be easily wiped from the surface. Important also is the fact that talcum powder will not stain wood or mar finishes as some wax pickup does.
Lubrication
The bearings on the cutterhead are factory lubricated and sealed for life – no lubrication is required.
Gearbox Lubricant
The lubricant in the gear box must be replaced every 2,500 hours.
To replace the lubricant:
1.Remove the drain plug (A, Figure 34) with a 14mm wrench, and remove filler cap (B- Figure 33). Drain dirty oil thoroughly.
2.Insert and tighten the drain plug (A, Figure 34).
3.Fill with clean lubricant through hole (B, Figure 34).
4.Install and tighten filler cap (B, Figure 34).
Figure 34
18