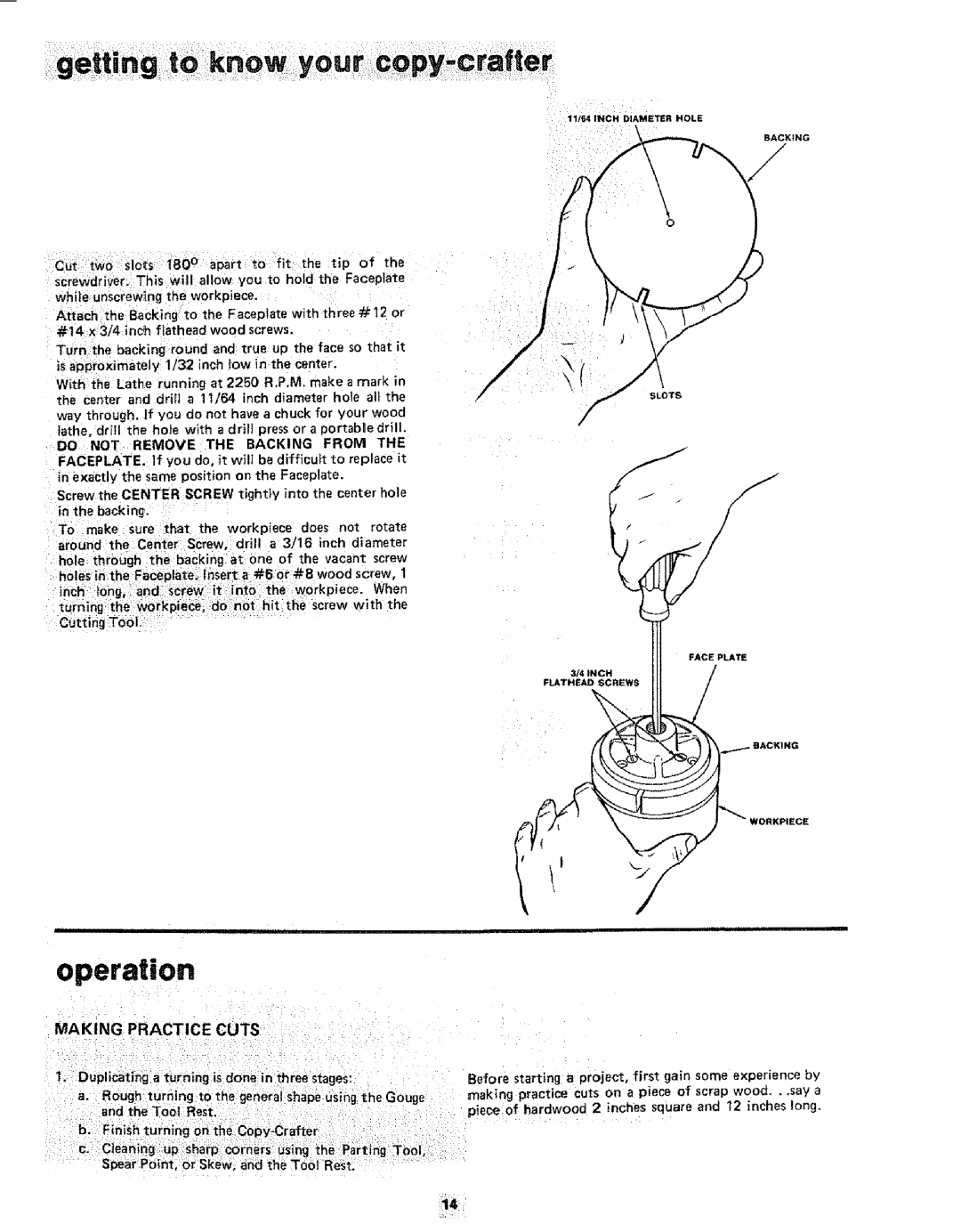
Cut two slots I80 ° apart to fit the tip of the screwdriver_ This will allow you to hold the Faceplate while unscrewing the workpiece.
Attach the Backing to the Faceptate with three ##12 or
#14x3/4 inca flathead wood screws.
TUrn the backing round and true up the face so that it
is approximately 1/32 inch low in the center.
With the Lathe running at 2:250 R.P.M. make a mark in the center and drill a 1t/64 inch diameter hole all the
way through. Jf you do not have a chuck for your wood lathe, drill the hole with a drifi press or a portable drill.
DO NOT REMOVE THE BACKING FROM THE
FACEPLATE. If you do, it wiIJ be difficult to replace it in exactly the same position on the Faceplate.
Screw the CENTER SCREW tight}y into the center hole in the backing,
To make sure that the workpiece does not rotate around the Center Screw, drill a 3/16 inch diameter
hole through :the backing _t one of the vacant screw holes in the Faceplate, Insert a
inch long, a_d screw it into the: Workpiece. When
turning the workpiece, do:n0t h_t _:he screw with the Cutting Tool.
iiii1,111 iiii | ,i | iii | i | I |
operation
MAKING PRACTICE | CUTS: |
|
|
|
|
| : |
". | :: | : : | i: : |
': : : :iandthe T00. Rest |
11/64 INCH DIAMETER HOLE
BACKING
/
FACE PLATE
3/4 INCH
FLATHEAD _;CeEWS
WORKPIECE
I j
/
iiiii!11111111 | iii1,111 | i | L J i | IL ! i |
; |
|
|
| r | _, |
|
|
Before | starting | a | project | fi st | g "n some | experience | by |
making | practice | Cuts _n | _espieCuaO/escrap | wood...say | a | ||
piece of | hardwood | :2 nc | q | and | 12 inches | long. | |
Spea:r Po_h_; :6_ Skewi _nd Yh_ Td6i: Rest:: | :' |