Inverter Speed Control -
Models 2232AC and 2234AC
1.Spindle pulley drive: Lubricate spindle splines occasionally with light grease.
2.Quill and column: Lubricate with light film of oil.
3.Lift rack: Lubricate regularly with SAE 20 oil (clean rack with kerosene before applying oil).
4.Variable speed drive:
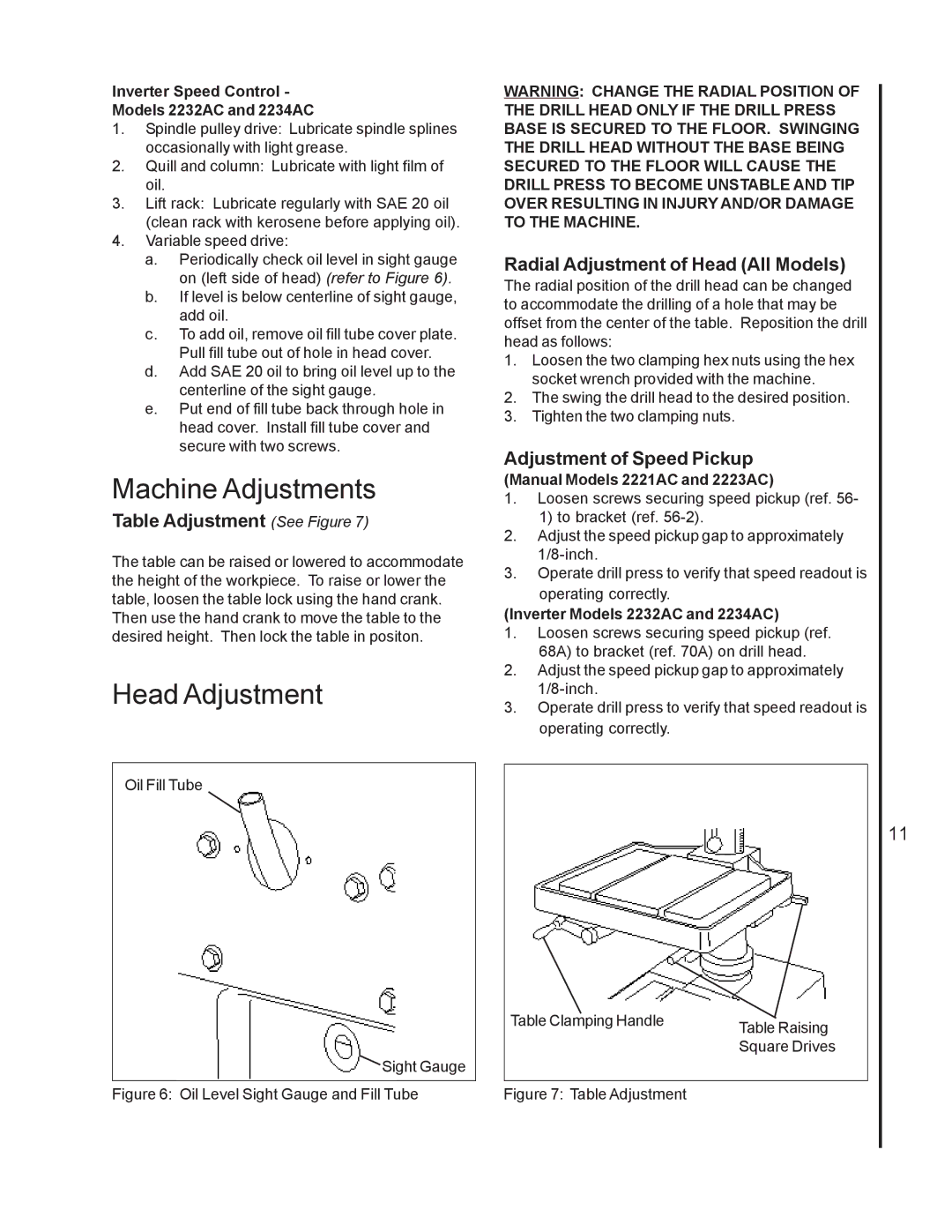
a.Periodically check oil level in sight gauge on (left side of head) (refer to Figure 6).
b.If level is below centerline of sight gauge, add oil.
c.To add oil, remove oil fill tube cover plate. Pull fill tube out of hole in head cover.
d.Add SAE 20 oil to bring oil level up to the centerline of the sight gauge.
e.Put end of fill tube back through hole in head cover. Install fill tube cover and secure with two screws.
Machine Adjustments
Table Adjustment (See Figure 7)
The table can be raised or lowered to accommodate the height of the workpiece. To raise or lower the table, loosen the table lock using the hand crank. Then use the hand crank to move the table to the desired height. Then lock the table in positon.
Head Adjustment
Oil Fill Tube
![]() Sight Gauge
Sight Gauge
Figure 6: Oil Level Sight Gauge and Fill Tube
WARNING: CHANGE THE RADIAL POSITION OF THE DRILL HEAD ONLY IF THE DRILL PRESS BASE IS SECURED TO THE FLOOR. SWINGING THE DRILL HEAD WITHOUT THE BASE BEING SECURED TO THE FLOOR WILL CAUSE THE DRILL PRESS TO BECOME UNSTABLE AND TIP OVER RESULTING IN INJURY AND/OR DAMAGE TO THE MACHINE.
Radial Adjustment of Head (All Models)
The radial position of the drill head can be changed to accommodate the drilling of a hole that may be offset from the center of the table. Reposition the drill head as follows:
1.Loosen the two clamping hex nuts using the hex socket wrench provided with the machine.
2.The swing the drill head to the desired position.
3.Tighten the two clamping nuts.
Adjustment of Speed Pickup
(Manual Models 2221AC and 2223AC)
1.Loosen screws securing speed pickup (ref. 56-
1)to bracket (ref.
2.Adjust the speed pickup gap to approximately
3.Operate drill press to verify that speed readout is
operating correctly.
(Inverter Models 2232AC and 2234AC)
1.Loosen screws securing speed pickup (ref.
68A) to bracket (ref. 70A) on drill head.
2.Adjust the speed pickup gap to approximately
3.Operate drill press to verify that speed readout is operating correctly.
Table Clamping Handle | Table Raising |
| |
| Square Drives |
|
|
Figure 7: Table Adjustment |
|
11