M1001 6" x 26" Vertical Mill
SERVICE
General
This section covers the most common service adjustments or procedures that may need to be made during the life of your machine. Always disconnect your machine from the power source before performing any service!
If you require additional machine service not included in this section, please contact Woodstock International Technical Support at (360)
Make sure that your machine is unplugged during all service procedures! If this warning is ignored, serious personal injury may occur.
Gibs
The gibs are
When adjusting the gibs, the goal is to take out unnecessary play in the table and cross slide without causing the slides to bind. Loose gibs may cause poor finishes on the workpiece and may cause undue wear on the slide.
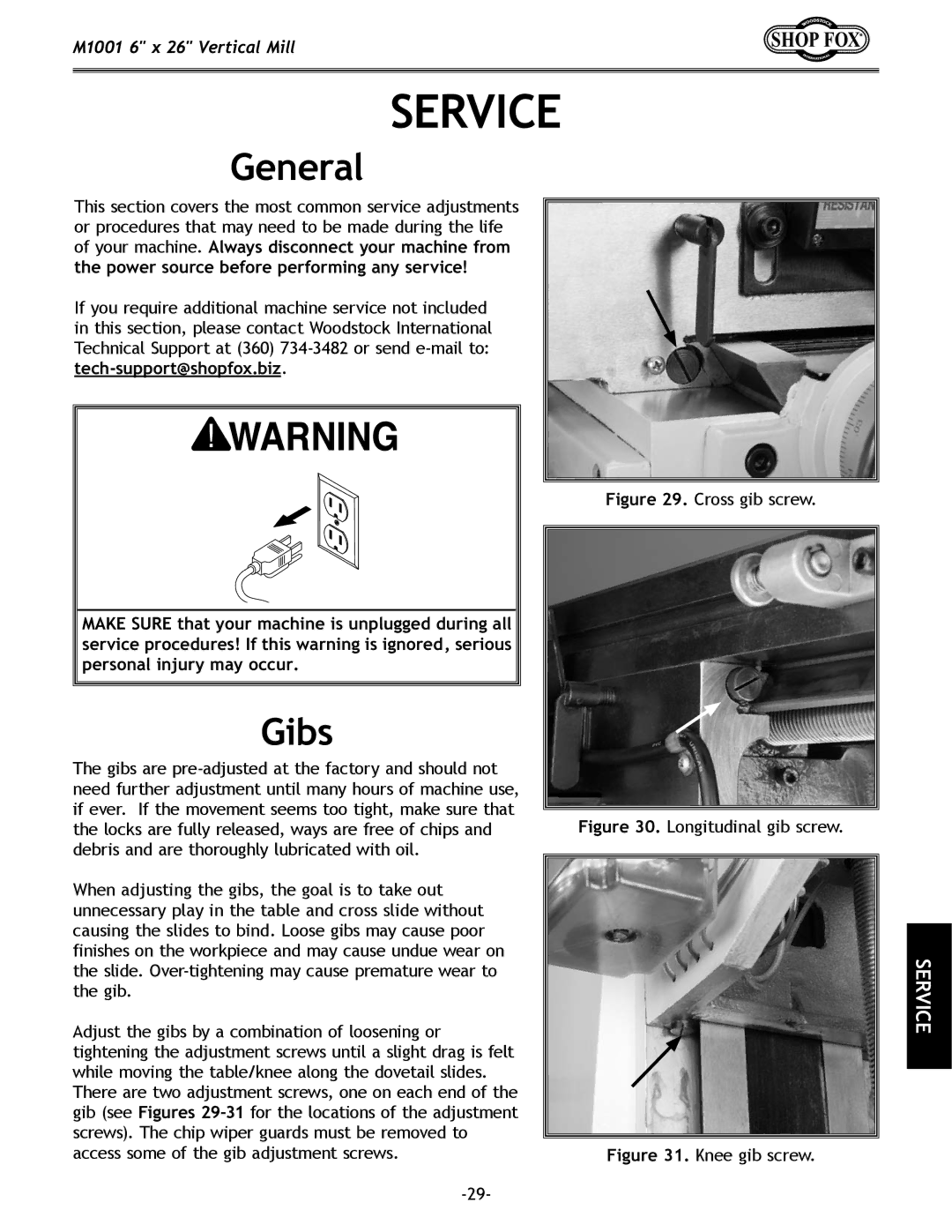
Adjust the gibs by a combination of loosening or tightening the adjustment screws until a slight drag is felt while moving the table/knee along the dovetail slides. There are two adjustment screws, one on each end of the gib (see Figures
Figure 29. Cross gib screw.
Figure 30. Longitudinal gib screw.
Figure 31. Knee gib screw.
SERVICE