M1001 6" x 26" Vertical Mill
OPERATIONS
Determining Needed RPM
Before changing speeds, you must first determine the best RPM to use with the material and diameter of your cutting tool. Using this determined RPM, you can then set the mill to match that speed.
To determine the RPM needed for your workpiece, do these steps:
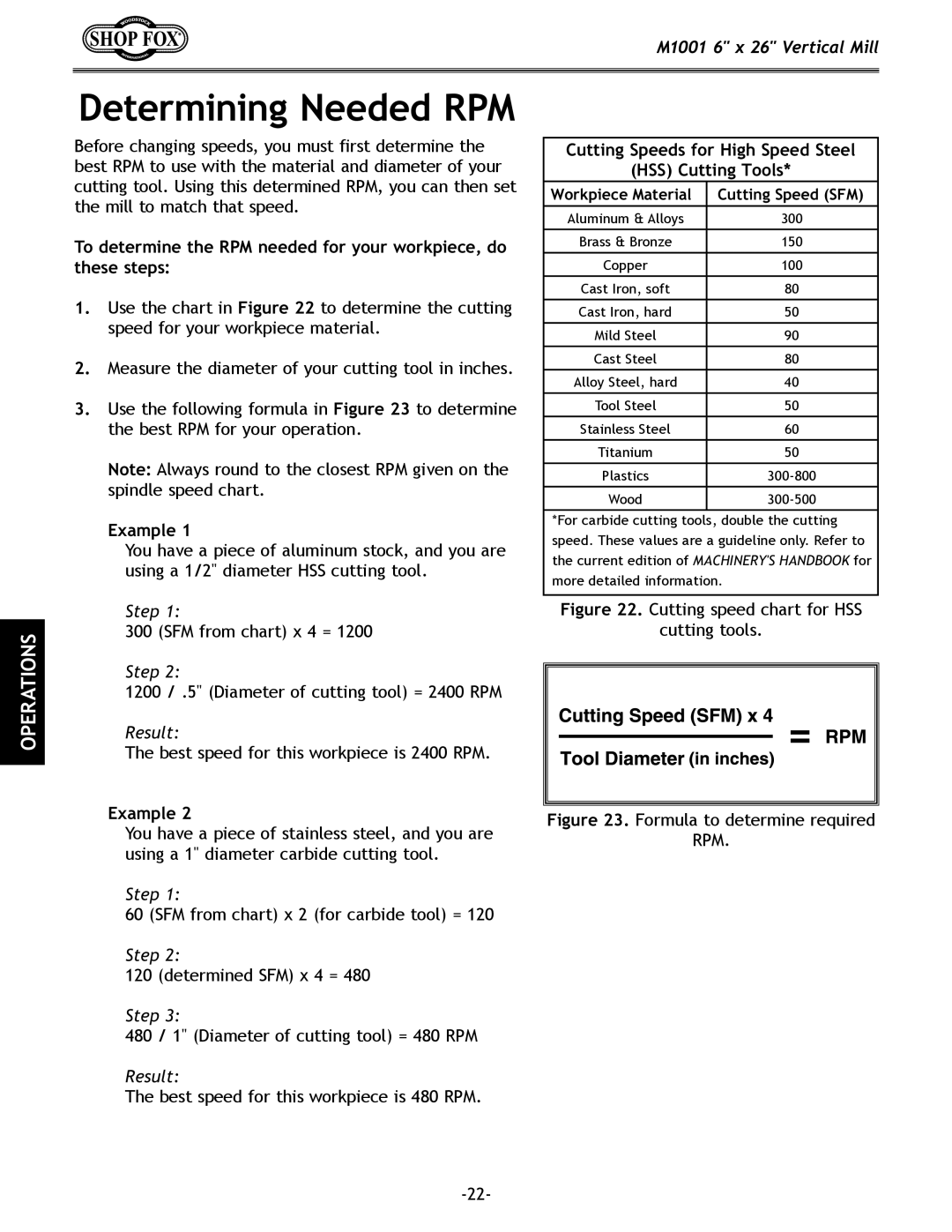
1.Use the chart in Figure 22 to determine the cutting speed for your workpiece material.
2.Measure the diameter of your cutting tool in inches.
3.Use the following formula in Figure 23 to determine the best RPM for your operation.
Note: Always round to the closest RPM given on the spindle speed chart.
Example 1
You have a piece of aluminum stock, and you are using a 1/2" diameter HSS cutting tool.
Step 1:
300 (SFM from chart) x 4 = 1200
Step 2:
1200 / .5" (Diameter of cutting tool) = 2400 RPM
Result:
The best speed for this workpiece is 2400 RPM.
Example 2
You have a piece of stainless steel, and you are using a 1" diameter carbide cutting tool.
Step 1:
60 (SFM from chart) x 2 (for carbide tool) = 120
Step 2:
120 (determined SFM) x 4 = 480
Step 3:
480 / 1" (Diameter of cutting tool) = 480 RPM
Result:
The best speed for this workpiece is 480 RPM.
Cutting Speeds for High Speed Steel
(HSS) Cutting Tools*
Workpiece Material | Cutting Speed (SFM) |
Aluminum & Alloys | 300 |
|
|
Brass & Bronze | 150 |
|
|
Copper | 100 |
|
|
Cast Iron, soft | 80 |
|
|
Cast Iron, hard | 50 |
Mild Steel | 90 |
Cast Steel | 80 |
Alloy Steel, hard | 40 |
Tool Steel | 50 |
Stainless Steel | 60 |
Titanium | 50 |
Plastics | |
Wood | |
|
|
*For carbide cutting tools, double the cutting speed. These values are a guideline only. Refer to the current edition of MACHINERY'S HANDBOOK for more detailed information.
Figure 22. Cutting speed chart for HSS
cutting tools.
Figure 23. Formula to determine required
RPM.