Modèle WT5000
Procédure d’arrêt (Suite)
4.Ouvrir la soupape d’oxygène du chalumeau pour purger tout l’oxygène.
5.Fermer la soupape d’oxygène du chalumeau.
6.Ouvrir la soupape de carburant du chalumeau pour purger.
7.Fermer la soupape de carburant du chalumeau.
8.Toutes les jauges de pression devraient indiquer 0 kPa. Tourner les deux vis de réglage de pression dans le sens
Généralités de Soudage
Soudage au Gaz
Le soudage au gaz est une méthode
d’assemblage de métaux en les fondant avec une flamme
Nettoyer les surfaces du métal avant de souder. Il est nécessaire d’enlever tout huile, graisse, rouille, dépôt calcaire, peinture ou autres impuretés avant de souder. Avant d’essayer de souder le produit final, se pratiquer sur un morceau de ferraille.
Tenir le chalumeau environ 3,2 mm par dessus le métal à un angle de 45º par rapport à la surface. Tourner la flamme dans un mouvement circulaire sur la surface de soudage. Le métal se brasera et se mélangera. Si une flaque ne se forme pas ou est peu profonde, la buse est trop petite. Si le métal éclabousse de la flaque, la buse est trop large.
!AVERTISSEMENT Nejamais
utiliser d’oxygène pour souffler sur l’objet de travail ou les vêtements. Une étincelle peut enflammer les vêtements saturés d’oxygène.
Brasage au Gaz
Le brasage chauffe le métal de base à des températures au delà de 374˚C, mais sous leur point de fusion. Une flamme unique ou une multiflamme peut être utilisée.
Une bague de soudage unit les métaux. Le flux est nécessaire pour la préparation des métaux pour les unir. La plupart des métaux peuvent être unis par le brasage mais, la baguette de soudage correcte et le flux doivent être utilisés. Les surfaces doivent être absolument propres pour assurer des bons raccordements brasés.
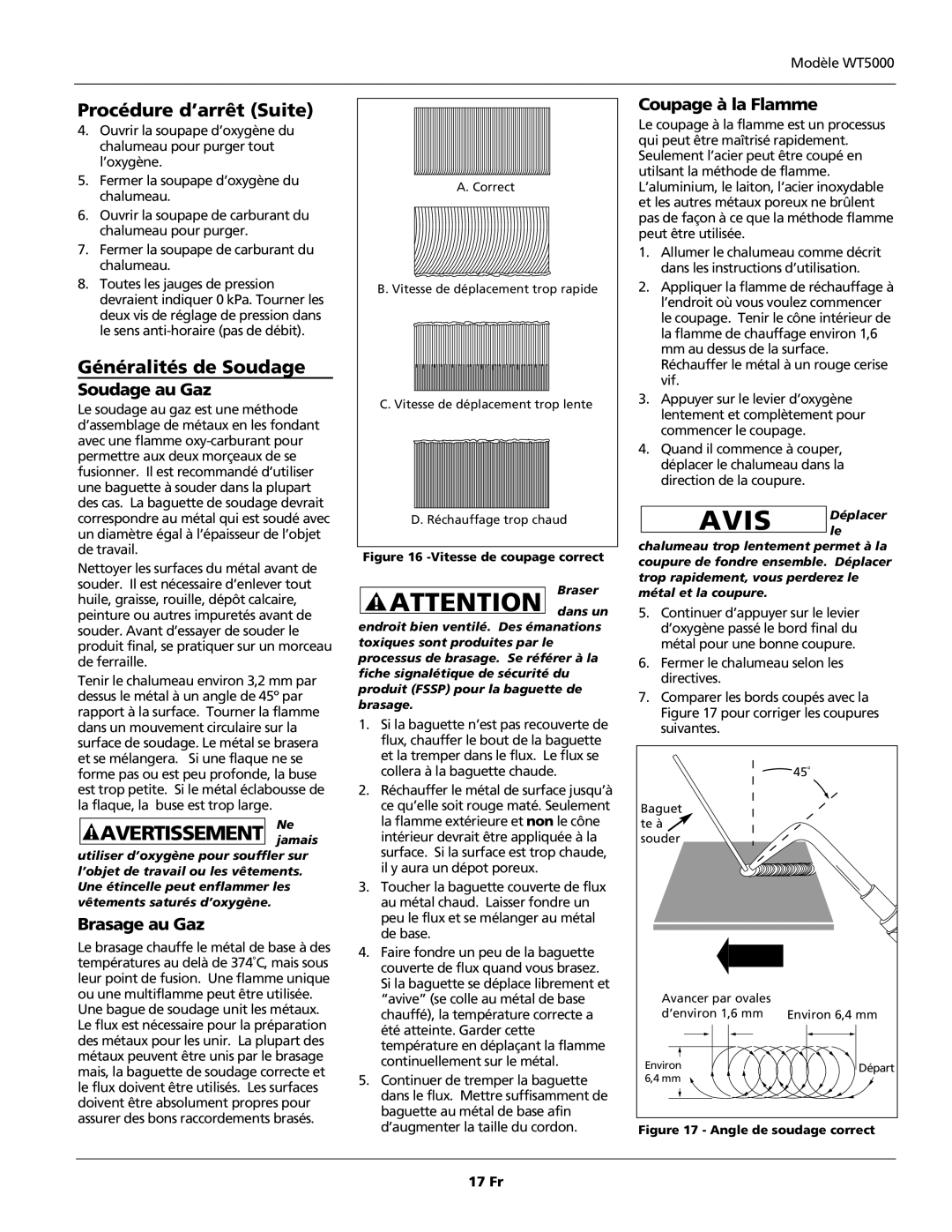
A.Correct
B. Vitesse de déplacement trop rapide
C. Vitesse de déplacement trop lente
D. Réchauffage trop chaud
Figure 16 -Vitesse de coupage correct
Braser
dans un
endroit bien ventilé. Des émanations toxiques sont produites par le processus de brasage. Se référer à la fiche signalétique de sécurité du produit (FSSP) pour la baguette de brasage.
1.Si la baguette n’est pas recouverte de flux, chauffer le bout de la baguette et la tremper dans le flux. Le flux se collera à la baguette chaude.
2.Réchauffer le métal de surface jusqu’à ce qu’elle soit rouge maté. Seulement la flamme extérieure et non le cône intérieur devrait être appliquée à la surface. Si la surface est trop chaude, il y aura un dépot poreux.
3.Toucher la baguette couverte de flux au métal chaud. Laisser fondre un peu le flux et se mélanger au métal de base.
4.Faire fondre un peu de la baguette couverte de flux quand vous brasez. Si la baguette se déplace librement et “avive” (se colle au métal de base chauffé), la température correcte a été atteinte. Garder cette température en déplaçant la flamme continuellement sur le métal.
5.Continuer de tremper la baguette dans le flux. Mettre suffisamment de baguette au métal de base afin d’augmenter la taille du cordon.
Coupage à la Flamme
Le coupage à la flamme est un processus qui peut être maîtrisé rapidement. Seulement l’acier peut être coupé en utilsant la méthode de flamme. L’aluminium, le laiton, l’acier inoxydable et les autres métaux poreux ne brûlent pas de façon à ce que la méthode flamme peut être utilisée.
1.Allumer le chalumeau comme décrit dans les instructions d’utilisation.
2.Appliquer la flamme de réchauffage à l’endroit où vous voulez commencer
le coupage. Tenir le cône intérieur de la flamme de chauffage environ 1,6 mm au dessus de la surface. Réchauffer le métal à un rouge cerise vif.
3.Appuyer sur le levier d’oxygène lentement et complètement pour commencer le coupage.
4.Quand il commence à couper, déplacer le chalumeau dans la direction de la coupure.
AVIS | le |
| Déplacer |
|
|
chalumeau trop lentement permet à la coupure de fondre ensemble. Déplacer trop rapidement, vous perderez le métal et la coupure.
5.Continuer d’appuyer sur le levier d’oxygène passé le bord final du métal pour une bonne coupure.
6.Fermer le chalumeau selon les directives.
7.Comparer les bords coupés avec la Figure 17 pour corriger les coupures suivantes.
| 45˚ |
Baguet |
|
te à |
|
souder |
|
Avancer par ovales |
|
d’environ 1,6 mm | Environ 6,4 mm |
Environ | Départ |
6,4 mm |
|
Figure 17 - Angle de soudage correct
17 Fr