Equipo de soldadura y corte portátil por combustión de oxígeno
Instrucciones para Soldar
Soldar con Gases
Soldar con gases es un método de unir dos metales similares derritiéndolos con una llama de
Limpie todas las superficies de metal antes de comenzar a soldar. Debe eliminar los residuos de aceite, grasa, óxido, cascarillas, pintura u otras impurezas antes de comenzar a soldar. Antes de tratar de soldar el producto final, practique con otras piezas que pueda desechar.
Para comenzar sostenga la boquilla del soplete a aproximadamente 3mm del metal en un ángulo de 45˚ de la superficie. Mueva la llama en círculos sobre la superficie que va a soldar. El metal se derritirá y se mezclará. Si no logra derretir el metal o sólo se derrite un poco, la boquilla es mujy pequeña. Si el metal se chorrea, la boquilla es muy grande.
!ADVERTENCIA Nuncause
oxígeno para limpiar la pieza que va a soldar o su ropa ya que las chispas podrían encender la ropa saturada de oxígeno.
| 45˚ |
Varilla |
|
Avance |
|
aproximadamente | Aproxi- |
1/16” en forma oval | madamente 1/4” |
| Comienzo |
Aproximadamente 1/4” |
|
Figura 16 - Ángulo adecuado para soldar
Para soldar con latón
Al soldar con latón los metales se calientan a temperaturas superiores a 374˚C, pero inferiores a las temperaturas de fusión. Puede utilizar una boquilla de llama sencilla o múltiple. La varilla de fundente une los dos metales. El fundente es necesario para que los metales se una. La mayoría de metales se pueden unir con este método, sin embargo debe usar el fundente adecuado.
Las superficie deben estar completamente limpias para garantizar que queden bien unidas.
!PRECAUCION
Todos los trabajos de soldar con latón se deben hacer en áreas bien ventiladas. Este proceso podría ocasionar vapores tóxicos. Vea los datos de referecia de seguridad de la varilla que va a utilizar.
1.Si la varilla utilizada no tiene una capa de fundente, caliente el extremo de la varilla y sumérjala dentro del fundente. El fundente se pegará a la varilla caliente.
2.Caliente la superficie del metal hasta enrojecerla. Sólo aplíquele la llama exterior, no el cono interior. Si la superficie se calienta excesivamente se crearán depósitos porosos.
3.Toque el metal caliente con la varilla de fundente. Permita que el fundente se derrita y reaccione con el metal base.
4.Al soldar, derrita porciones pequeñas de la varilla de fundente. Si ocurre un flujo libre y el fundente se adhiere al metal base, está utilizando la temperatura adecuada. Para mantener esta temperatura, continue desplazando la llama sobre el metal.
5.Continue introduciendo la varilla en el fundente. Añádale suficiente fundente al metal base de modo que pueda lograr una unión pareja.
Cortar con llamas
Cortar con llamas es un proceso simple que se puede aprender fácilmente. Con este método sólo se puede cortar acero. Aluminio, bronce, acero inoxidable y otros metales porosos no se pueden cortar con este método.
1.Encienda el soplete tal como se describe en la sección Intrucciones para el Funcionamiento.
2.Dirija la llama de precalentamiento hacia el punto donde desea comenzar a cortar. El cono de la llama debe estar a aproximadamente 1,6 mm (1/16”) de la superficie.
Caliente el metal hasta que esté al rojo vivo.
3.Baje lentamente y completamente la palanca de oxígeno y comience a cortar.
4.Cuando el metal comience a cortarse, mueva el soplete en la dirección que desea cortar.
AVISO | el |
| Si mueve |
|
|
soplete muy lentamente las piezas que cortó se unirán de nuevo. Si lo mueve muy rápidamenete el metal no se calenmtará y por consiguiente no se cortará.
5.Continue sosteniendo la palanca y desplazando la llama después de pasar el borde del metal para permitir que se corte bien.
6.Para apagar el soplete siga las instrucciones al respecto.
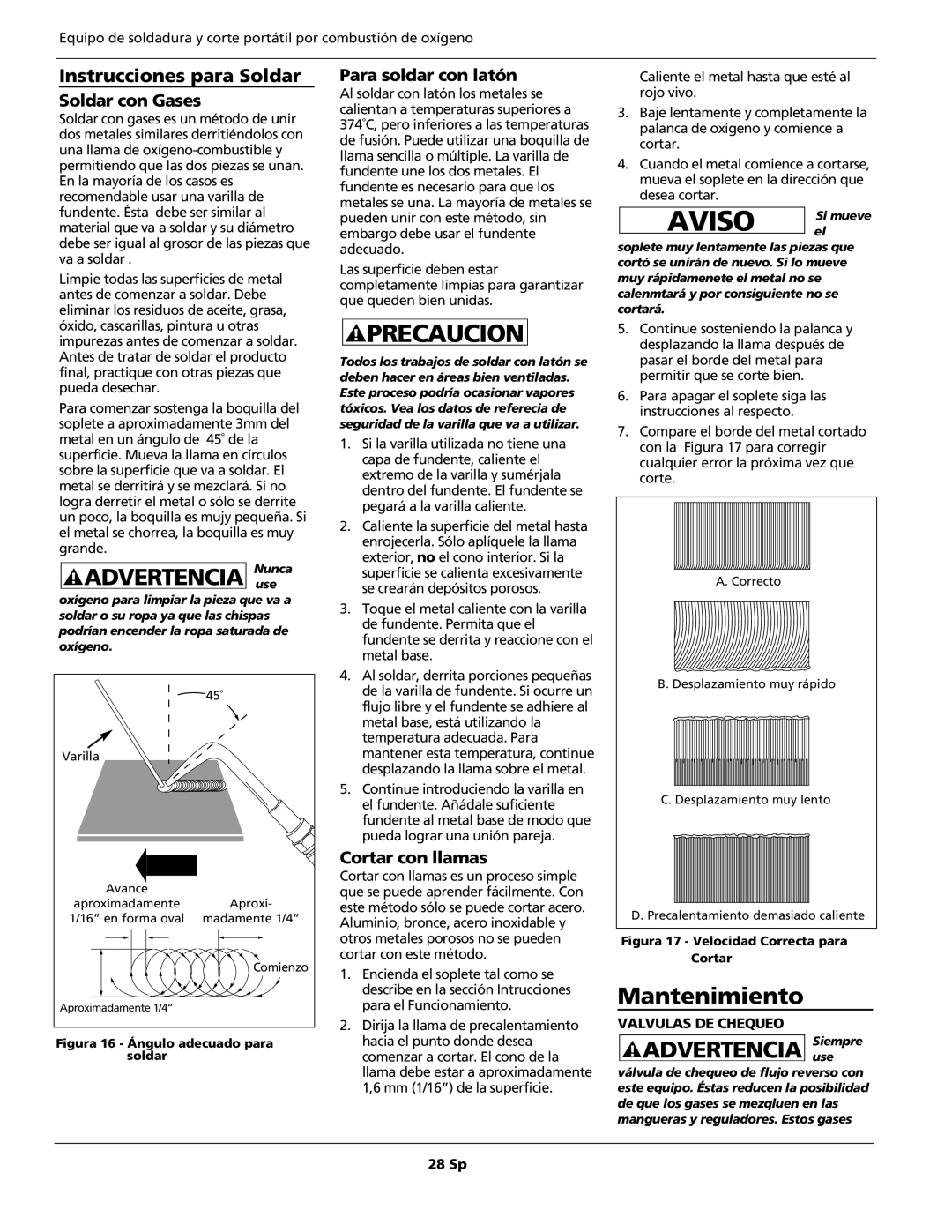
7.Compare el borde del metal cortado con la Figura 17 para corregir cualquier error la próxima vez que corte.
A.Correcto
B. Desplazamiento muy rápido
C. Desplazamiento muy lento
D. Precalentamiento demasiado caliente
Figura 17 - Velocidad Correcta para Cortar
Mantenimiento
VALVULAS DE CHEQUEO
!ADVERTENCIA Siempreuse
válvula de chequeo de flujo reverso con este equipo. Éstas reducen la posibilidad de que los gases se mezqluen en las mangueras y reguladores. Estos gases
28 Sp