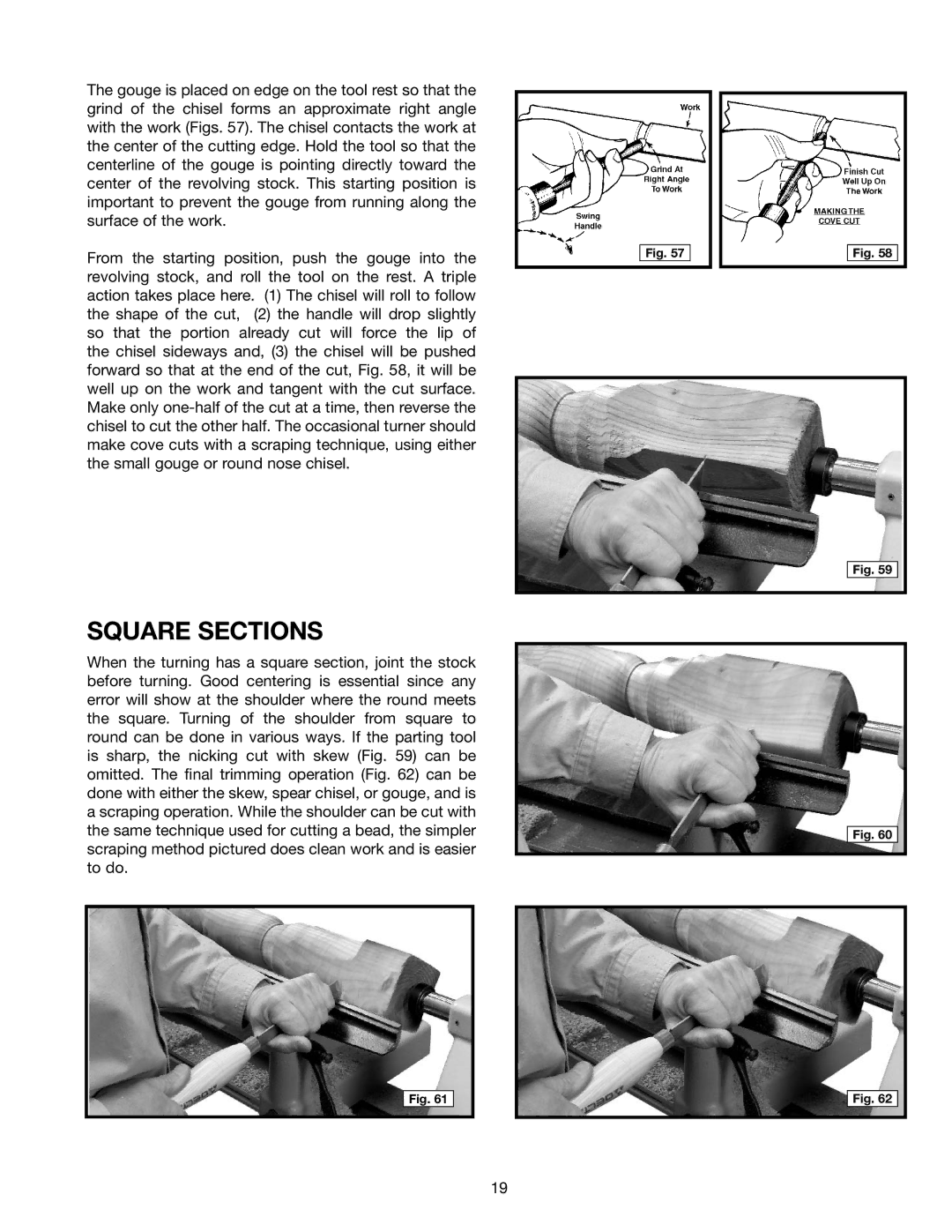
The gouge is placed on edge on the tool rest so that the grind of the chisel forms an approximate right angle with the work (Figs. 57). The chisel contacts the work at the center of the cutting edge. Hold the tool so that the centerline of the gouge is pointing directly toward the center of the revolving stock. This starting position is important to prevent the gouge from running along the surface of the work.
From the starting position, push the gouge into the revolving stock, and roll the tool on the rest. A triple action takes place here. (1) The chisel will roll to follow the shape of the cut, (2) the handle will drop slightly so that the portion already cut will force the lip of the chisel sideways and, (3) the chisel will be pushed forward so that at the end of the cut, Fig. 58, it will be well up on the work and tangent with the cut surface. Make only
SQUARE SECTIONS
When the turning has a square section, joint the stock before turning. Good centering is essential since any error will show at the shoulder where the round meets the square. Turning of the shoulder from square to round can be done in various ways. If the parting tool is sharp, the nicking cut with skew (Fig. 59) can be omitted. The final trimming operation (Fig. 62) can be done with either the skew, spear chisel, or gouge, and is a scraping operation. While the shoulder can be cut with the same technique used for cutting a bead, the simpler scraping method pictured does clean work and is easier to do.
Fig. 61
Fig. 57
Fig. 58
Fig. 59
Fig. 60
Fig. 62
19