USING AN ACCESSORY DADO HEAD
![]() The blade guard and splitter assembly cannot be used when dadoing or moulding. It must be removed as described in “USING AN ACCESSORY MOULDING CUTTERHEAD” section.
The blade guard and splitter assembly cannot be used when dadoing or moulding. It must be removed as described in “USING AN ACCESSORY MOULDING CUTTERHEAD” section.
![]() Use pushsticks,
Use pushsticks,
![]() The accessory dado head set table insert (E) FIG. 67 must be used in place of the standard table insert.
The accessory dado head set table insert (E) FIG. 67 must be used in place of the standard table insert.
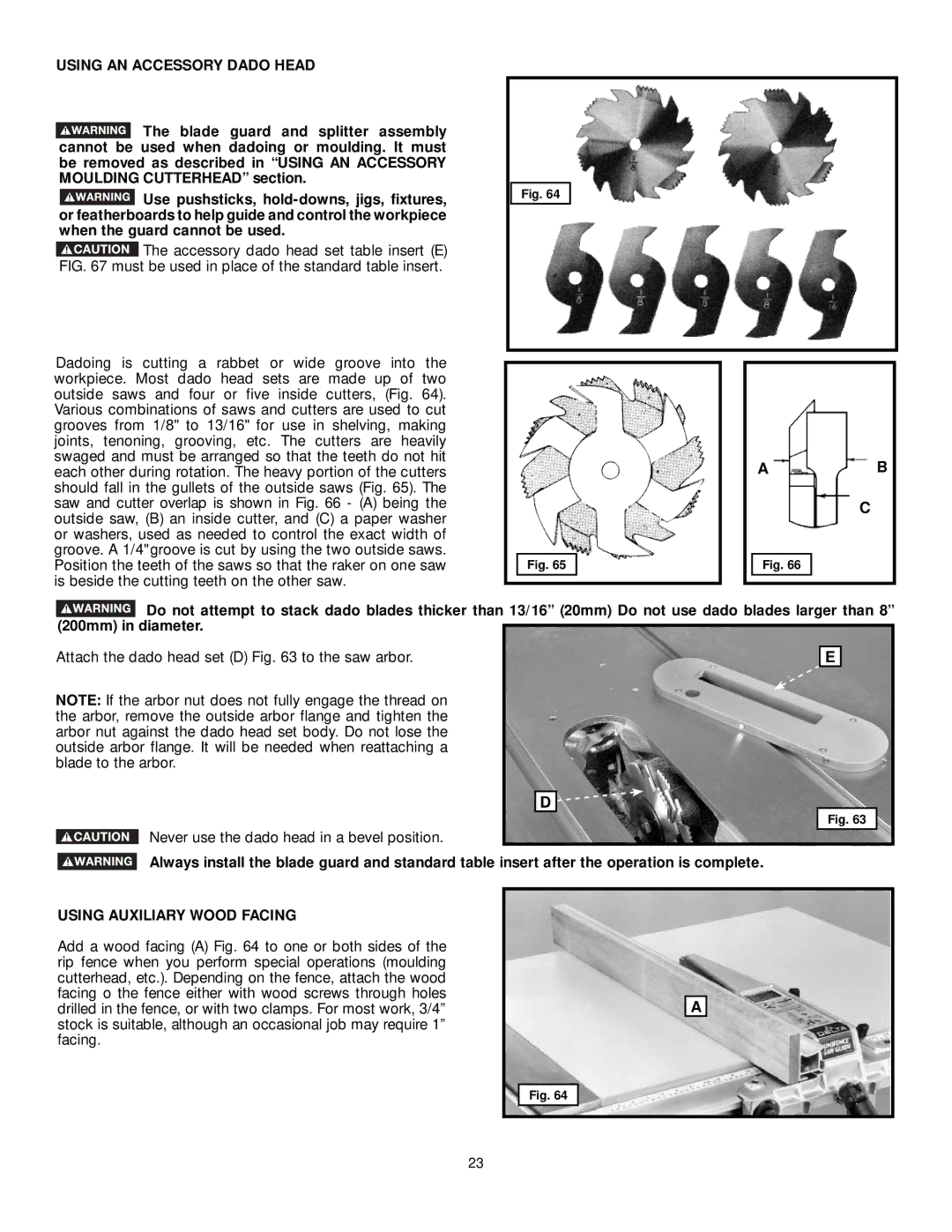
Dadoing is cutting a rabbet or wide groove into the workpiece. Most dado head sets are made up of two outside saws and four or five inside cutters, (Fig. 64). Various combinations of saws and cutters are used to cut grooves from 1/8" to 13/16" for use in shelving, making joints, tenoning, grooving, etc. The cutters are heavily swaged and must be arranged so that the teeth do not hit each other during rotation. The heavy portion of the cutters should fall in the gullets of the outside saws (Fig. 65). The saw and cutter overlap is shown in Fig. 66 - (A) being the outside saw, (B) an inside cutter, and (C) a paper washer or washers, used as needed to control the exact width of groove. A 1/4"groove is cut by using the two outside saws. Position the teeth of the saws so that the raker on one saw is beside the cutting teeth on the other saw.
Fig. 64
Fig. 65
AB
C
Fig. 66
![]() Do not attempt to stack dado blades thicker than 13/16” (20mm) Do not use dado blades larger than 8” (200mm) in diameter.
Do not attempt to stack dado blades thicker than 13/16” (20mm) Do not use dado blades larger than 8” (200mm) in diameter.
Attach the dado head set (D) Fig. 63 to the saw arbor. | E |
NOTE: If the arbor nut does not fully engage the thread on the arbor, remove the outside arbor flange and tighten the arbor nut against the dado head set body. Do not lose the outside arbor flange. It will be needed when reattaching a blade to the arbor.
D ![]()
Fig. 63
Never use the dado head in a bevel position.
Always install the blade guard and standard table insert after the operation is complete.
USING AUXILIARY WOOD FACING
Add a wood facing (A) Fig. 64 to one or both sides of the rip fence when you perform special operations (moulding cutterhead, etc.). Depending on the fence, attach the wood facing o the fence either with wood screws through holes drilled in the fence, or with two clamps. For most work, 3/4” stock is suitable, although an occasional job may require 1” facing.
A
Fig. 64
23