Low Voltage Connections
Several combinations of low voltage schemes are available, depending on the presence of a heat kit and whether the heat kit is
Refrigerant Lines
This product is
A quenching cloth is strongly recommended to prevent scorching or marring of the equipment finish when welding close to the painted surfaces. Use brazing alloy of 5% minimum silver content.
Tubing Preparation
All cut ends are to be round, burr free, and clean. Failure to follow this practice increases the chances for refrigerant leaks. The suction line is spun closed and requires pipe cutters to remove the closed end.
Post Brazing
Quench all welded joints with water or a wet rag.
Piping Size
For the correct tubing size, follow the specification for the condenser/heat pump.
![]() CAUTION
CAUTION
Applying too much heat to any tube can melt the tube. Torch heat required to braze tubes of various sizes must be proportional to the size of the tube. Service personnel must use the appropriate heat level for the size of the tube being brazed.
Special Instructions
This coil comes equipped with a check style flowrator for re- frigerant management. For most installations with matching applications, no change to the flowrator piston is required. However, in
IMPORTANT NOTE: Torch heat required to braze tubes of various sizes is proportional to the size of the tube. Tubes of smaller size require less heat to bring the tube to brazing temperature before adding brazing alloy. Applying too much heat to any tube can melt the tube. Service personnel must use the appropriate heat level for the size of the tube being brazed.
NOTE: The use of a heat shield when brazing is recommended to avoid burning the serial plate or the finish on the unit. Heat trap or wet rags should be used to protect heat sensitive components such as service valves and TXV valves.
1.Loosen the 13/16 nut 1 TURN ONLY to allow high pres- sure tracer gas to escape. No gas indicates a possible leak.
2.After the gas has escaped, remove the nut and discard the black or brass cap.
3.Remove the check piston to verify it is correct and then replace the piston. See piston kit chart in instructions.
4.Use a tube cutter to remove the spin closure on the suction line.
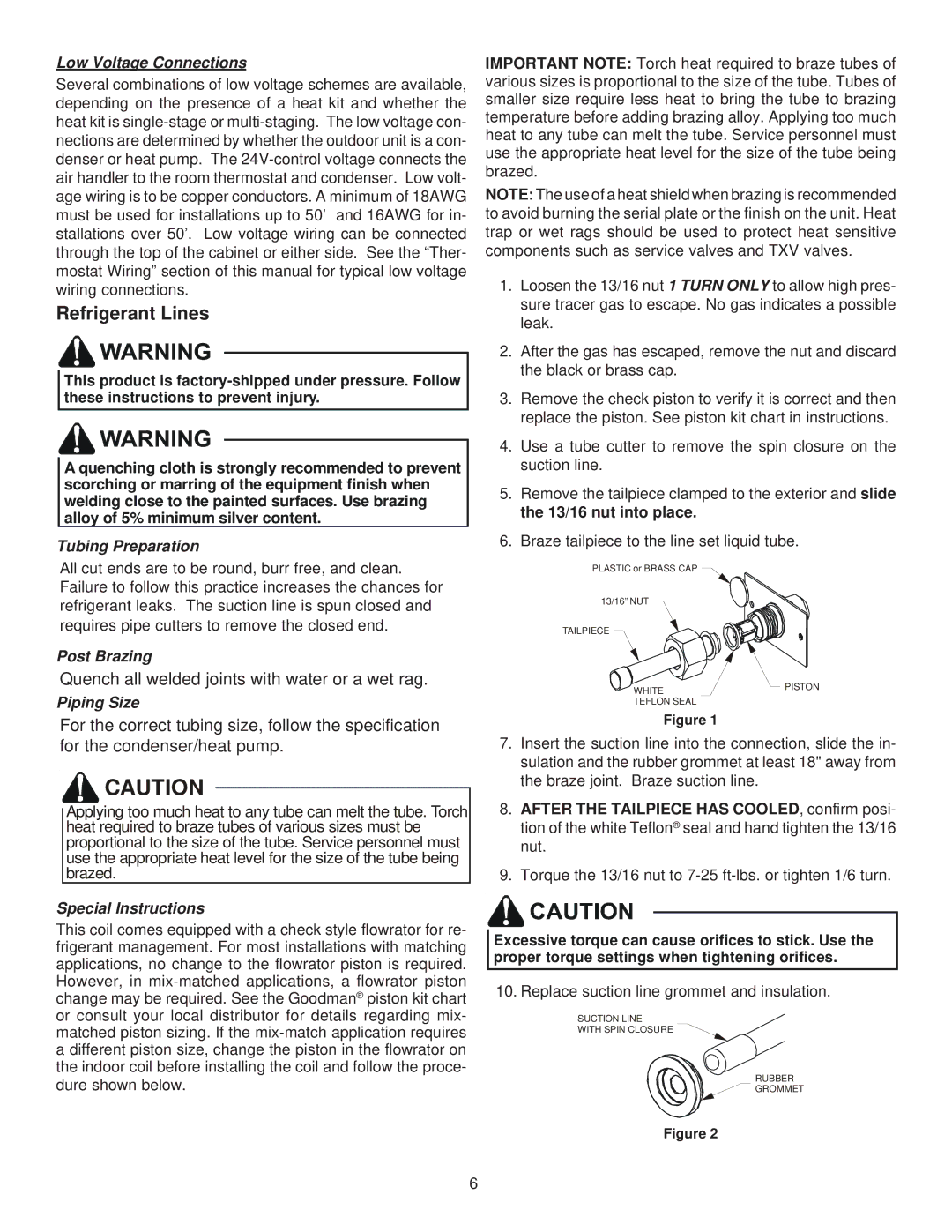
5.Remove the tailpiece clamped to the exterior and slide the 13/16 nut into place.
6.Braze tailpiece to the line set liquid tube.
PLASTIC or BRASS CAP
13/16” NUT
TAILPIECE
WHITE | PISTON |
TEFLON SEAL |
|
Figure 1
7.Insert the suction line into the connection, slide the in- sulation and the rubber grommet at least 18" away from the braze joint. Braze suction line.
8.AFTER THE TAILPIECE HAS COOLED, confirm posi- tion of the white Teflon® seal and hand tighten the 13/16 nut.
9.Torque the 13/16 nut to
Excessive torque can cause orifices to stick. Use the proper torque settings when tightening orifices.
10. Replace suction line grommet and insulation.
SUCTION LINE
WITH SPIN CLOSURE ![]()
RUBBER
GROMMET
Figure 2
6