When the
The thread dial chart listed in Figure 31 shows when to use the thread dial when cutting inch threads. If a thread is divisible by 8, then you need not use the thread dial. If cutting metric threads, you cannot use the thread dial.
Figure 31. Thread dial chart.
G4003G Gunsmith's Lathe
While other thread pitches may be achieved, the G4003G is designed so that no gear changes are needed for cutting inch threads.
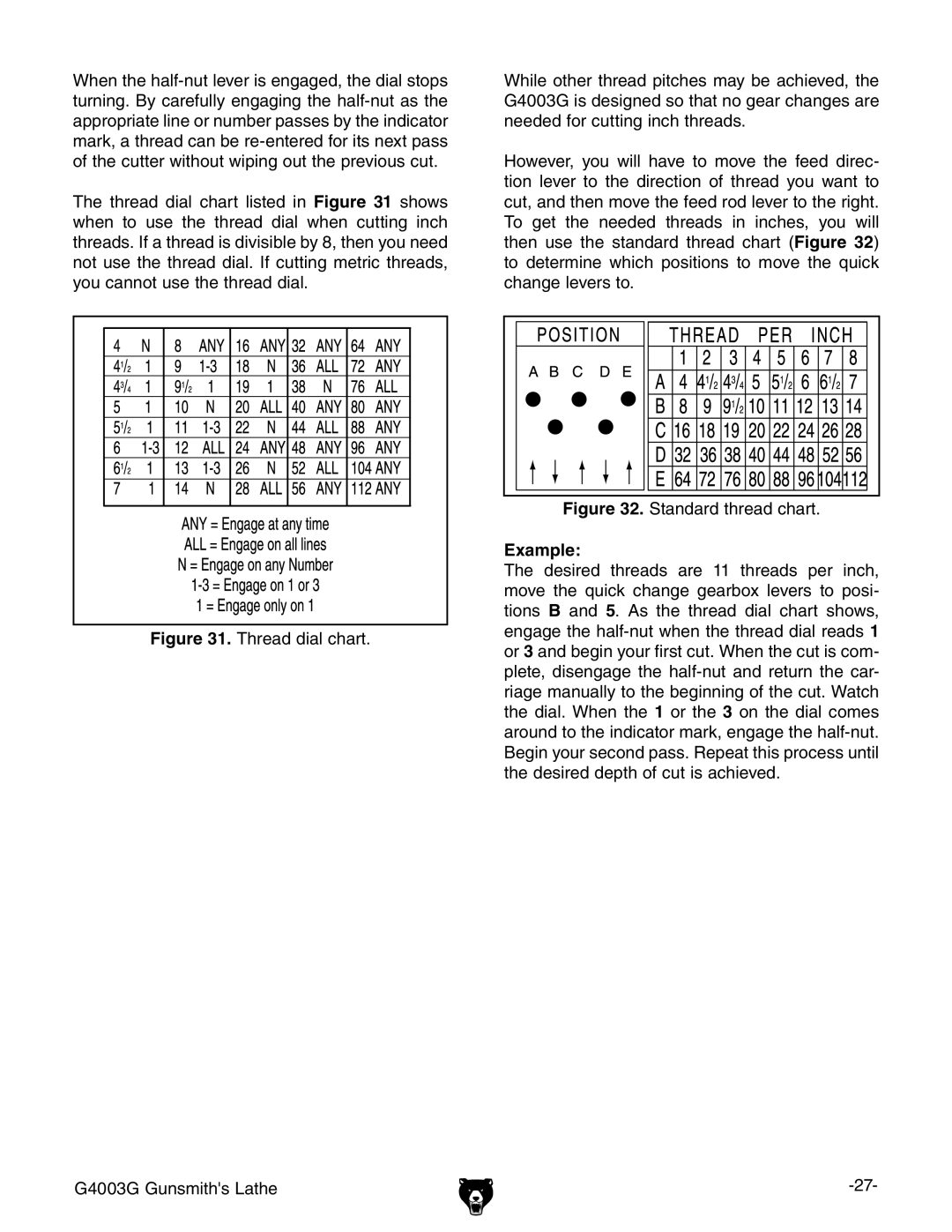
However, you will have to move the feed direc- tion lever to the direction of thread you want to cut, and then move the feed rod lever to the right. To get the needed threads in inches, you will then use the standard thread chart (Figure 32) to determine which positions to move the quick change levers to.
Figure 32. Standard thread chart.
Example:
The desired threads are 11 threads per inch, move the quick change gearbox levers to posi- tions B and 5. As the thread dial chart shows, engage the