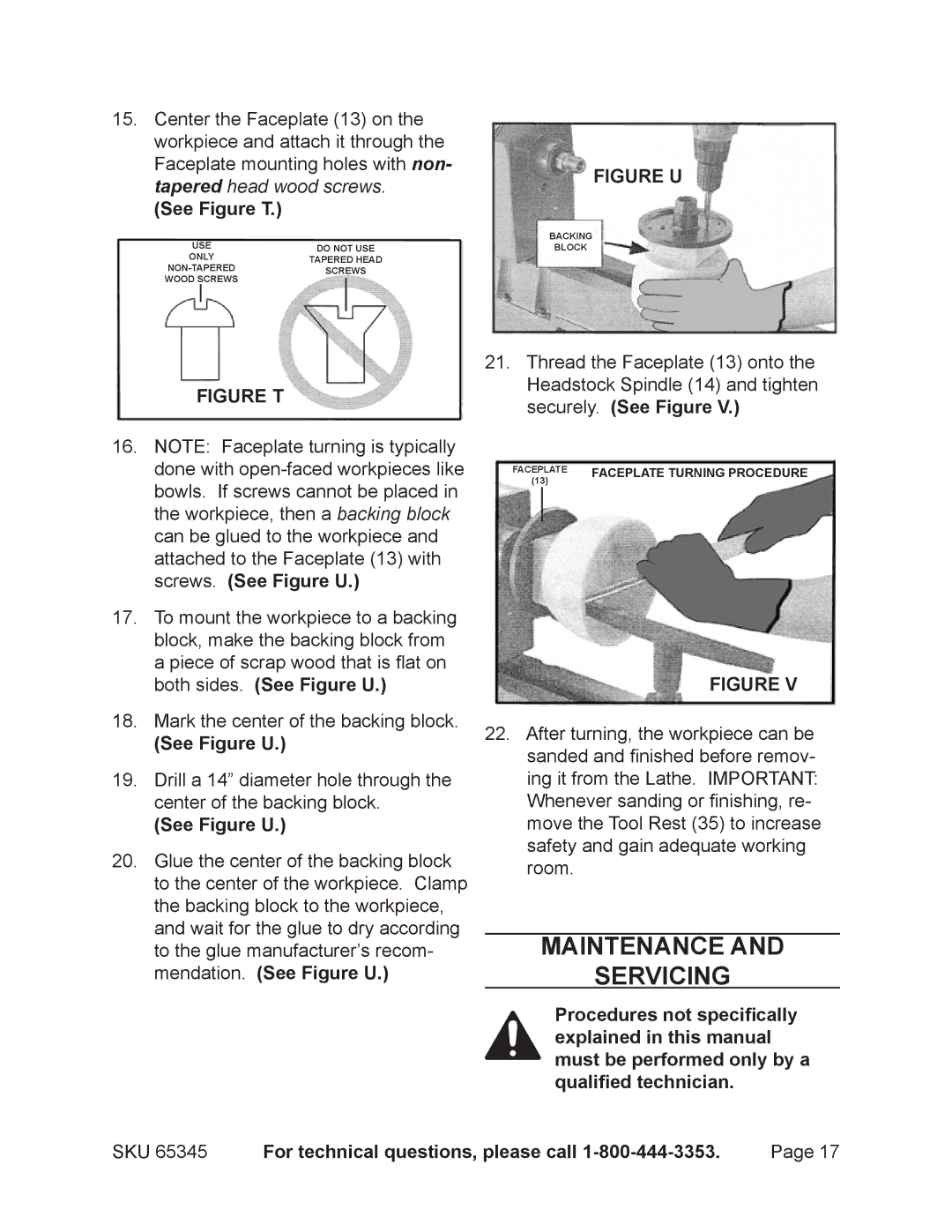
15.Center the Faceplate (13) on the workpiece and attach it through the Faceplate mounting holes with non- tapered head wood screws.
(See Figure T.)
USE | DO NOT USE | ||
ONLY | TAPERED HEAD | ||
SCREWS | |||
WOOD SCREWS |
|
| |
|
| ||
|
|
|
|
|
|
|
|
FIGURE T
16.NOTE: Faceplate turning is typically done with
17.To mount the workpiece to a backing block, make the backing block from a piece of scrap wood that is flat on both sides. (See Figure U.)
18.Mark the center of the backing block.
(See Figure U.)
19.Drill a 14” diameter hole through the center of the backing block.
(See Figure U.)
20.Glue the center of the backing block to the center of the workpiece. Clamp the backing block to the workpiece, and wait for the glue to dry according to the glue manufacturer’s recom- mendation. (See Figure U.)
FIGURE U
BACKING
BLOCK
21.Thread the Faceplate (13) onto the Headstock Spindle (14) and tighten securely. (See Figure V.)
FACEPLATE | FACEPLATE TURNING PROCEDURE |
(13) |
|
FIGURE V
22.After turning, the workpiece can be sanded and finished before remov- ing it from the Lathe. IMPORTANT:
Whenever sanding or finishing, re- move the Tool Rest (35) to increase safety and gain adequate working room.
Maintenance And
Servicing
Procedures not specifically explained in this manual must be performed only by a qualified technician.
SKU 65345 | For technical questions, please call | Page 17 |