TROUBLESHOOTING | ||
|
|
|
| Observe all Safety Guidelines detailed throughout this manual |
|
|
|
|
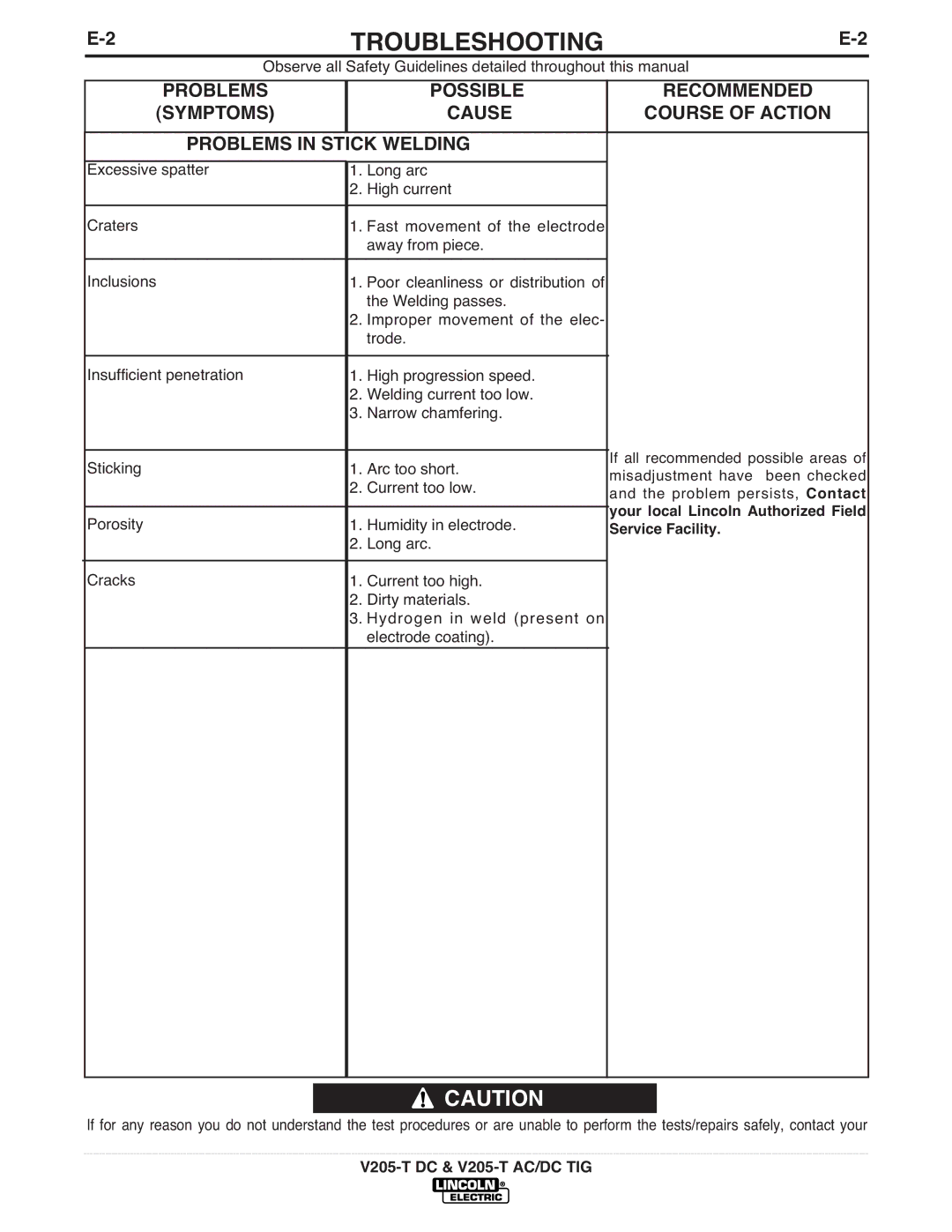
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
PROBLEMS IN STICK WELDING
| Excessive spatter | 1. | Long arc |
|
| 2. | High current |
|
|
|
|
| Craters | 1. | Fast movement of the electrode |
|
|
| away from piece. |
|
|
|
|
| Inclusions | 1. | Poor cleanliness or distribution of |
|
|
| the Welding passes. |
|
| 2. | Improper movement of the elec- |
|
|
| trode. |
|
|
|
|
| Insufficient penetration | 1. | High progression speed. |
|
| 2. | Welding current too low. |
|
| 3. | Narrow chamfering. |
|
|
|
|
| Sticking | 1. | Arc too short. |
|
| 2. | Current too low. |
|
|
|
|
| Porosity | 1. | Humidity in electrode. |
|
| 2. | Long arc. |
|
|
|
|
| Cracks | 1. | Current too high. |
|
| 2. | Dirty materials. |
|
| 3. Hydrogen in weld (present on | |
|
|
| electrode coating). |
|
|
|
|
|
|
|
|
If all recommended possible areas of misadjustment have been checked and the problem persists, Contact your local Lincoln Authorized Field Service Facility.
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your