OPERATION | ||
|
|
|
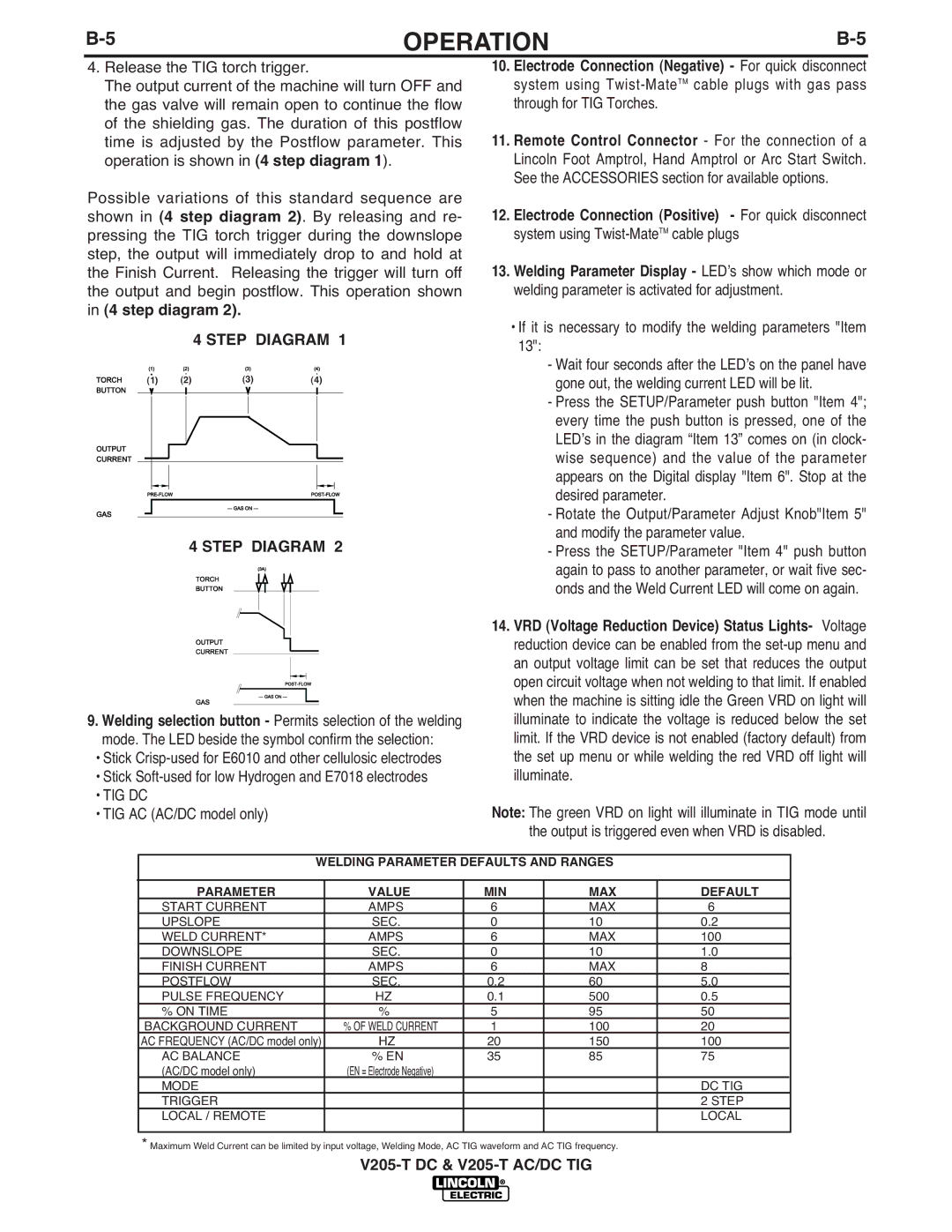
4.Release the TIG torch trigger.
The output current of the machine will turn OFF and the gas valve will remain open to continue the flow of the shielding gas. The duration of this postflow time is adjusted by the Postflow parameter. This operation is shown in (4 step diagram 1).
Possible variations of this standard sequence are shown in (4 step diagram 2). By releasing and re- pressing the TIG torch trigger during the downslope step, the output will immediately drop to and hold at the Finish Current. Releasing the trigger will turn off the output and begin postflow. This operation shown in (4 step diagram 2).
4 STEP DIAGRAM 1
(1) | (2) | (3) | (4) |
4 STEP DIAGRAM 2
9.Welding selection button - Permits selection of the welding mode. The LED beside the symbol confirm the selection:
•Stick
•Stick
•TIG DC
•TIG AC (AC/DC model only)
10.Electrode Connection (Negative) - For quick disconnect system using
11.Remote Control Connector - For the connection of a Lincoln Foot Amptrol, Hand Amptrol or Arc Start Switch. See the ACCESSORIES section for available options.
12.Electrode Connection (Positive) - For quick disconnect system using
13.Welding Parameter Display - LEDʼs show which mode or welding parameter is activated for adjustment.
•If it is necessary to modify the welding parameters "Item 13":
-Wait four seconds after the LEDʼs on the panel have gone out, the welding current LED will be lit.
-Press the SETUP/Parameter push button "Item 4"; every time the push button is pressed, one of the LEDʼs in the diagram “Item 13” comes on (in clock- wise sequence) and the value of the parameter appears on the Digital display "Item 6". Stop at the desired parameter.
-Rotate the Output/Parameter Adjust Knob"Item 5" and modify the parameter value.
-Press the SETUP/Parameter "Item 4" push button again to pass to another parameter, or wait five sec- onds and the Weld Current LED will come on again.
14.VRD (Voltage Reduction Device) Status Lights- Voltage reduction device can be enabled from the
Note: The green VRD on light will illuminate in TIG mode until the output is triggered even when VRD is disabled.
WELDING PARAMETER DEFAULTS AND RANGES
| PARAMETER | VALUE | MIN | MAX | DEFAULT | |
| START CURRENT | AMPS | 6 | MAX | 6 |
|
| UPSLOPE | SEC. | 0 | 10 | 0.2 |
|
| WELD CURRENT* | AMPS | 6 | MAX | 100 |
|
| DOWNSLOPE | SEC. | 0 | 10 | 1.0 |
|
| FINISH CURRENT | AMPS | 6 | MAX | 8 |
|
| POSTFLOW | SEC. | 0.2 | 60 | 5.0 |
|
| PULSE FREQUENCY | HZ | 0.1 | 500 | 0.5 |
|
| % ON TIME | % | 5 | 95 | 50 |
|
| BACKGROUND CURRENT | % OF WELD CURRENT | 1 | 100 | 20 |
|
| AC FREQUENCY (AC/DC model only) | HZ | 20 | 150 | 100 |
|
| AC BALANCE | % EN | 35 | 85 | 75 |
|
| (AC/DC model only) | (EN = Electrode Negative) |
|
|
|
|
| MODE |
|
|
| DC TIG | |
| TRIGGER |
|
|
| 2 STEP | |
| LOCAL / REMOTE |
|
|
| LOCAL | |
|
|
|
|
|
|
|
*Maximum Weld Current can be limited by input voltage, Welding Mode, AC TIG waveform and AC TIG frequency.