OPERATION | ||
|
|
|
PULSE WELDING
Pulse welding procedures are set by controlling an overall "arc length" variable. When pulse welding, the arc voltage is highly dependent upon the waveform. The peak current, back ground current, rise time, fall time and pulse frequency all affect the voltage. The exact voltage for a given wire feed speed can only be predicted when all the pulsing waveform parameters are known. Using a preset voltage becomes impracti- cal, and instead the arc length is set by adjusting "trim".
Trim adjusts the arc length and ranges from 0.50 to 1.50, with a nominal value of 1.00. Trim values greater than 1.00 increase the arc length, while values less than 1.00 decrease the arc length.
Most pulse welding programs are synergic. As the wire feed speed is adjusted, the Power Wave 455M (CE) will automatically recalculate the waveform para- meters to maintain similar arc properties.
The Power Wave 455M (CE) utilizes "adaptive con- trol" to compensate for changes in electrical
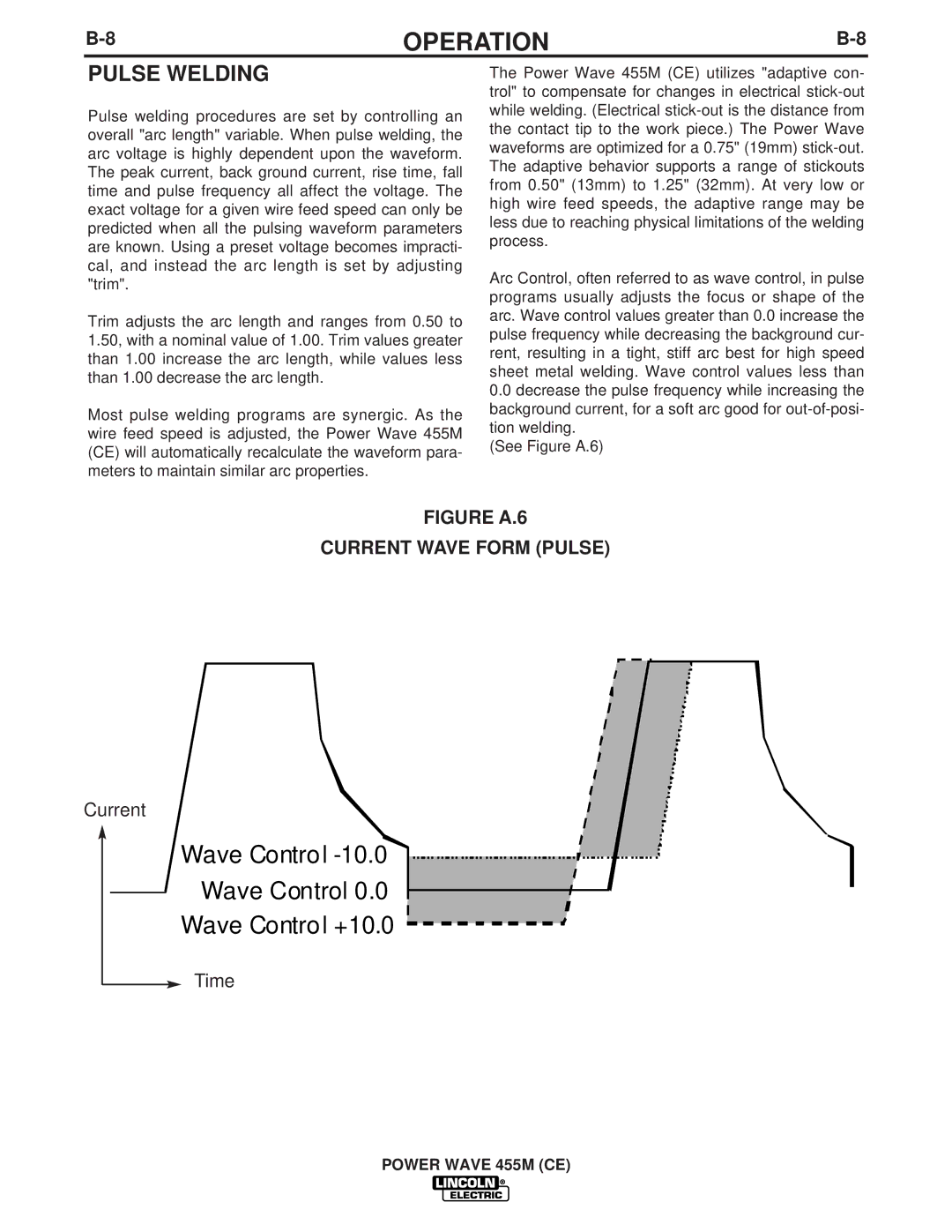
Arc Control, often referred to as wave control, in pulse programs usually adjusts the focus or shape of the arc. Wave control values greater than 0.0 increase the pulse frequency while decreasing the background cur- rent, resulting in a tight, stiff arc best for high speed sheet metal welding. Wave control values less than
0.0decrease the pulse frequency while increasing the background current, for a soft arc good for
(See Figure A.6)
FIGURE A.6
CURRENT WAVE FORM (PULSE)
Current
Wave Control
Wave Control 0.0
Wave Control +10.0 ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Time