Motions
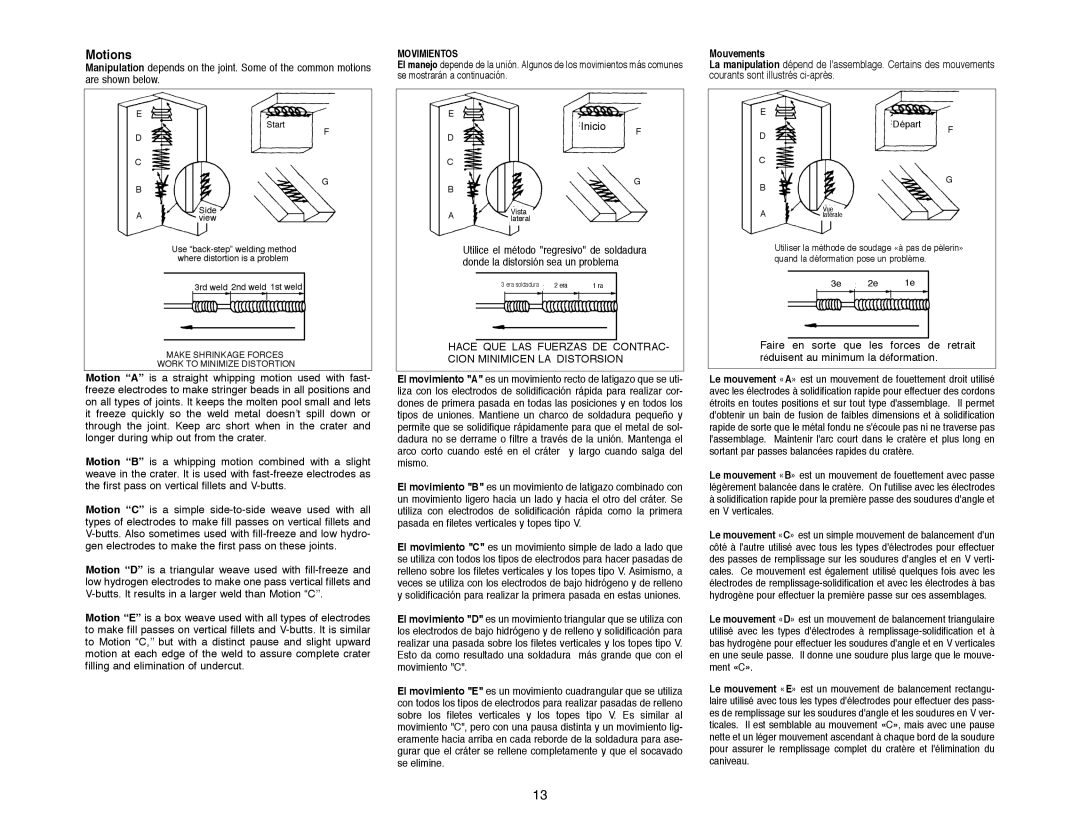
Manipulation depends on the joint. Some of the common motions are shown below.
Motion “A” is a straight whipping motion used with fast- freeze electrodes to make stringer beads in all positions and on all types of joints. It keeps the molten pool small and lets it freeze quickly so the weld metal doesn’t spill down or through the joint. Keep arc short when in the crater and longer during whip out from the crater.
Motion “B” is a whipping motion combined with a slight weave in the crater. It is used with
Motion “C” is a simple
Motion “D” is a triangular weave used with
Motion “E” is a box weave used with all types of electrodes to make fill passes on vertical fillets and
MOVIMIENTOS
El manejo depende de la unión. Algunos de los movimientos más comunes se mostrarán a continuación.
Inicio
Vista lateral
Utilice el método "regresivo" de soldadura donde la distorsión sea un problema
3 era soldadura |
| 2 era |
| 1 ra |
HACE QUE LAS FUERZAS DE CONTRAC- CION MINIMICEN LA DISTORSION
El movimiento "A" es un movimiento recto de latigazo que se uti- liza con los electrodos de solidificación rápida para realizar cor- dones de primera pasada en todas las posiciones y en todos los tipos de uniones. Mantiene un charco de soldadura pequeño y permite que se solidifique rápidamente para que el metal de sol- dadura no se derrame o filtre a través de la unión. Mantenga el arco corto cuando esté en el cráter y largo cuando salga del mismo.
El movimiento "B" es un movimiento de latigazo combinado con un movimiento ligero hacia un lado y hacia el otro del cráter. Se utiliza con electrodos de solidificación rápida como la primera pasada en filetes verticales y topes tipo V.
El movimiento "C" es un movimiento simple de lado a lado que se utiliza con todos los tipos de electrodos para hacer pasadas de relleno sobre los filetes verticales y los topes tipo V. Asimismo, a veces se utiliza con los electrodos de bajo hidrógeno y de relleno y solidificación para realizar la primera pasada en estas uniones.
El movimiento "D" es un movimiento triangular que se utiliza con los electrodos de bajo hidrógeno y de relleno y solidificación para realizar una pasada sobre los filetes verticales y los topes tipo V. Esto da como resultado una soldadura más grande que con el movimiento "C".
El movimiento "E" es un movimiento cuadrangular que se utiliza con todos los tipos de electrodos para realizar pasadas de relleno sobre los filetes verticales y los topes tipo V. Es similar al movimiento "C", pero con una pausa distinta y un movimiento lig- eramente hacia arriba en cada reborde de la soldadura para ase- gurar que el cráter se rellene completamente y que el socavado se elimine.
Mouvements
La manipulation dépend de l'assemblage. Certains des mouvements courants sont illustrés
Départ
Vue latérale
Utiliser la méthode de soudage «à pas de pèlerin» quand la déformation pose un problème.
3e 2e 1e
Faire en sorte que les forces de retrait réduisent au minimum la déformation.
Le mouvement «A» est un mouvement de fouettement droit utilisé avec les électrodes à solidification rapide pour effectuer des cordons étroits en toutes positions et sur tout type d'assemblage. Il permet d'obtenir un bain de fusion de faibles dimensions et à solidification rapide de sorte que le métal fondu ne s'écoule pas ni ne traverse pas l'assemblage. Maintenir l'arc court dans le cratère et plus long en sortant par passes balancées rapides du cratère.
Le mouvement «B» est un mouvement de fouettement avec passe légèrement balancée dans le cratère. On l'utilise avec les électrodes
àsolidification rapide pour la première passe des soudures d'angle et en V verticales.
Le mouvement «C» est un simple mouvement de balancement d'un côté à l'autre utilisé avec tous les types d'électrodes pour effectuer des passes de remplissage sur les soudures d'angles et en V verti- cales. Ce mouvement est également utilisé quelques fois avec les électrodes de
Le mouvement «D» est un mouvement de balancement triangulaire utilisé avec les types d'électrodes à
Le mouvement «E» est un mouvement de balancement rectangu- laire utilisé avec tous les types d'électrodes pour effectuer des pass- es de remplissage sur les soudures d'angle et les soudures en V ver- ticales. Il est semblable au mouvement «C», mais avec une pause nette et un léger mouvement ascendant à chaque bord de la soudure pour assurer le remplissage complet du cratère et l'élimination du caniveau.
13