Cutting (Do not exceed the Duty Cycle — See page 10)
The arc welder and the electrode can be used for cutting steel and cast iron. Follow this procedure:
1.Use 1/8” (3.2mm) or 5/32" (4.0mm) Fleetweld 180 electrode.
2.Set welder on maximum (225 amps).
3.Hold long arc on edge of metal, melting it.
4.Push the arc through the molten metal, forcing it to fall away.
5.Raise the electrode, and start over again.
Corte (No exceda el ciclo de trabajo - véase la página 10)
La soldadora de arco y el electrodo pueden utilizarse para cortar acero y hierro vaciado. Siga este procedimiento:
1.Utilice un electrodo Fleetweld 180 de 3.2 mm (1/8") o 4.0 mm (5/32").
2.Ajuste el amperaje de la soldadora al máximo (225 amperes).
3.Mantenga un arco largo en el borde del metal, derritiéndolo.
4.Empuje el arco a través del metal derretido, forzándolo a caer.
5.Retire el electrodo y comience otra vez.
Coupage (Ne pas dépasser le facteur de marche - Voir la page 10.) On peut utiliser la source de courant de soudage et l'électrode pour couper l'acier et la fonte. Suivre ce mode opératoire :
1.Utiliser une électrode Fleetweld 180 de 1/8 po (3,2 mm) ou de 5/32 po (4 mm.)
2.Régler la source de courant au maximum (225 A).
3.Maintenir un arc long sur le bord du métal, et faire fondre celui- ci.
4.Pousser l'arc dans le métal fondu, pour faire tomber
5.Relever l'électrode et recommencer.
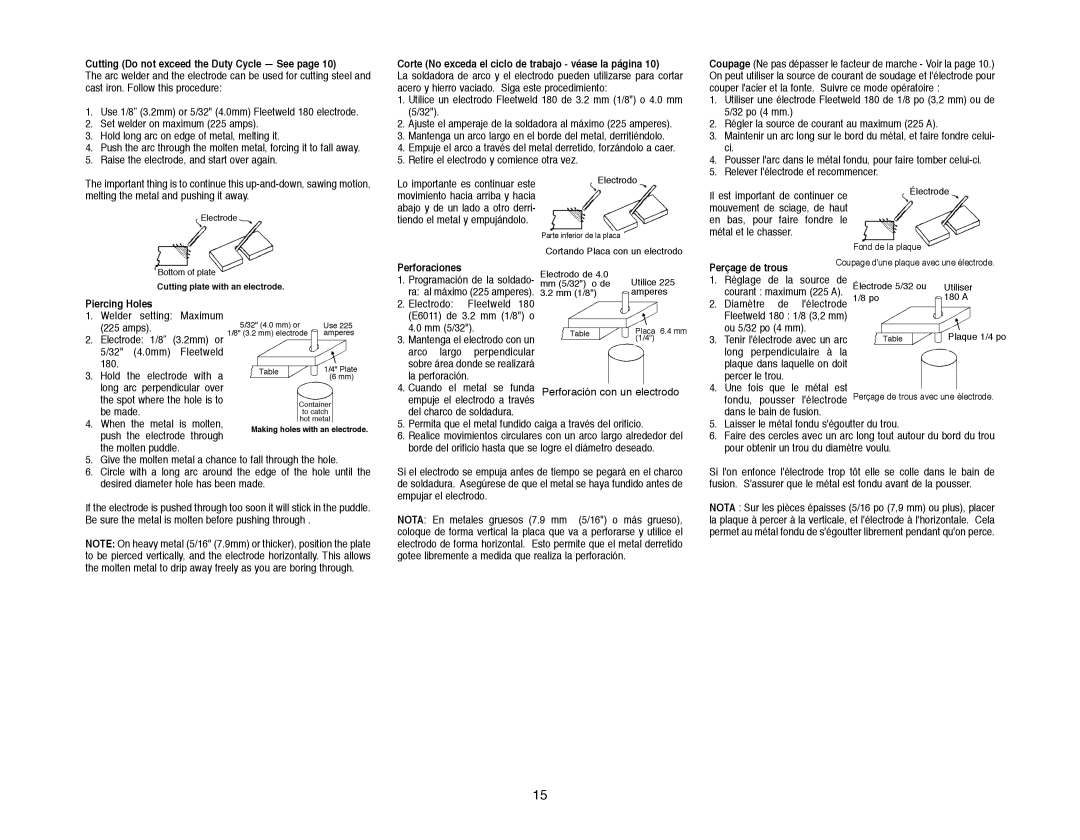
The important thing is to continue this
Lo importante es continuar este movimiento hacia arriba y hacia abajo y de un lado a otro derri- tiendo el metal y empujándolo.
Electrodo
Parte inferior de la placa
Cortando Placa con un electrodo
Il est important de continuer ce mouvement de sciage, de haut en bas, pour faire fondre le métal et le chasser.
Piercing Holes
1.Welder setting: Maximum (225 amps).
2.Electrode: 1/8” (3.2mm) or 5/32" (4.0mm) Fleetweld 180.
3.Hold the electrode with a long arc perpendicular over the spot where the hole is to be made.
4.When the metal is molten, push the electrode through the molten puddle.
5.Give the molten metal a chance to fall through the hole.
6.Circle with a long arc around the edge of the hole until the desired diameter hole has been made.
If the electrode is pushed through too soon it will stick in the puddle. Be sure the metal is molten before pushing through .
NOTE: On heavy metal (5/16" (7.9mm) or thicker), position the plate to be pierced vertically, and the electrode horizontally. This allows the molten metal to drip away freely as you are boring through.
Perforaciones
Electrodo de 4.0 1. Programación de la soldado- mm (5/32") o de
ra: al máximo (225 amperes). 3.2 mm (1/8")
2.Electrodo: Fleetweld 180 (E6011) de 3.2 mm (1/8") o
4.0 mm (5/32").
3. Mantenga el electrodo con un arco largo perpendicular sobre área donde se realizará la perforación.
4.Cuando el metal se funda Perforación con un electrodo empuje el electrodo a través
del charco de soldadura.
5.Permita que el metal fundido caiga a través del orificio.
6.Realice movimientos circulares con un arco largo alrededor del borde del orificio hasta que se logre el diámetro deseado.
Si el electrodo se empuja antes de tiempo se pegará en el charco de soldadura. Asegúrese de que el metal se haya fundido antes de empujar el electrodo.
NOTA: En metales gruesos (7.9 mm (5/16") o más grueso), coloque de forma vertical la placa que va a perforarse y utilice el electrodo de forma horizontal. Esto permite que el metal derretido gotee libremente a medida que realiza la perforación.
Perçage de trous ![]() 1. Réglage de la source de
1. Réglage de la source de
courant : maximum (225 A).
2. Diamètre de l'électrode Fleetweld 180 : 1/8 (3,2 mm) ou 5/32 po (4 mm).
3. Tenir l'électrode avec un arc long perpendiculaire à la plaque dans laquelle on doit percer le trou.
4.Une fois que le métal est
fondu, pousser l'électrode Perçage de trous avec une électrode. dans le bain de fusion.
5.Laisser le métal fondu s'égoutter du trou.
6.Faire des cercles avec un arc long tout autour du bord du trou pour obtenir un trou du diamètre voulu.
Si l'on enfonce l'électrode trop tôt elle se colle dans le bain de fusion. S'assurer que le métal est fondu avant de la pousser.
NOTA : Sur les pièces épaisses (5/16 po (7,9 mm) ou plus), placer la plaque à percer à la verticale, et l'électrode à l'horizontale. Cela permet au métal fondu de s'égoutter librement pendant qu'on perce.
15