LEARNING TO WELD |
For GMAW (MIG) Process
1.Is most of my welding performed on 16 gauge and lighter materials?
2.Can I afford the extra expense, space, and lack of portability required for gas cylinders and gas sup- ply?
3.Do I require clean,
If you have answered yes to all the above questions GMAW may be the process for you. If you have answered no to any of the above questions, then you should consider using the FCAW process.
For FCAW (Innershield) Process
1.Do I want simplicity and portability?
2.Will welding be performed outdoors or under windy conditions?
3.Do I require good all position welding capability?
4.Will most welding be performed on 16 gauge and heavier, somewhat rusty or dirty materials?
5.Weld must be cleaned prior to painting.
COMMON METALS
Most metals found around the farm, small shop or home are low carbon steel, sometimes referred to as mild steel. Typical items made with this type of steel include most sheet metal, plate, pipe and rolled shapes such as channels and angle irons. This type of steel can usually be easily welded without special pre- cautions. Some steels, however, contain higher car- bon levels or other alloys and are more difficult to weld. Basically, if a magnet sticks to the metal and you can easily cut the metal with a file, chances are good that the metal is mild steel and that you will be able to weld the material. In addition, aluminum and stainless steel can be welded using the
Regardless of the type of metal being welded, in order to get a quality weld, it is important that the metal is free of oil, paint, rust or other contaminant's.
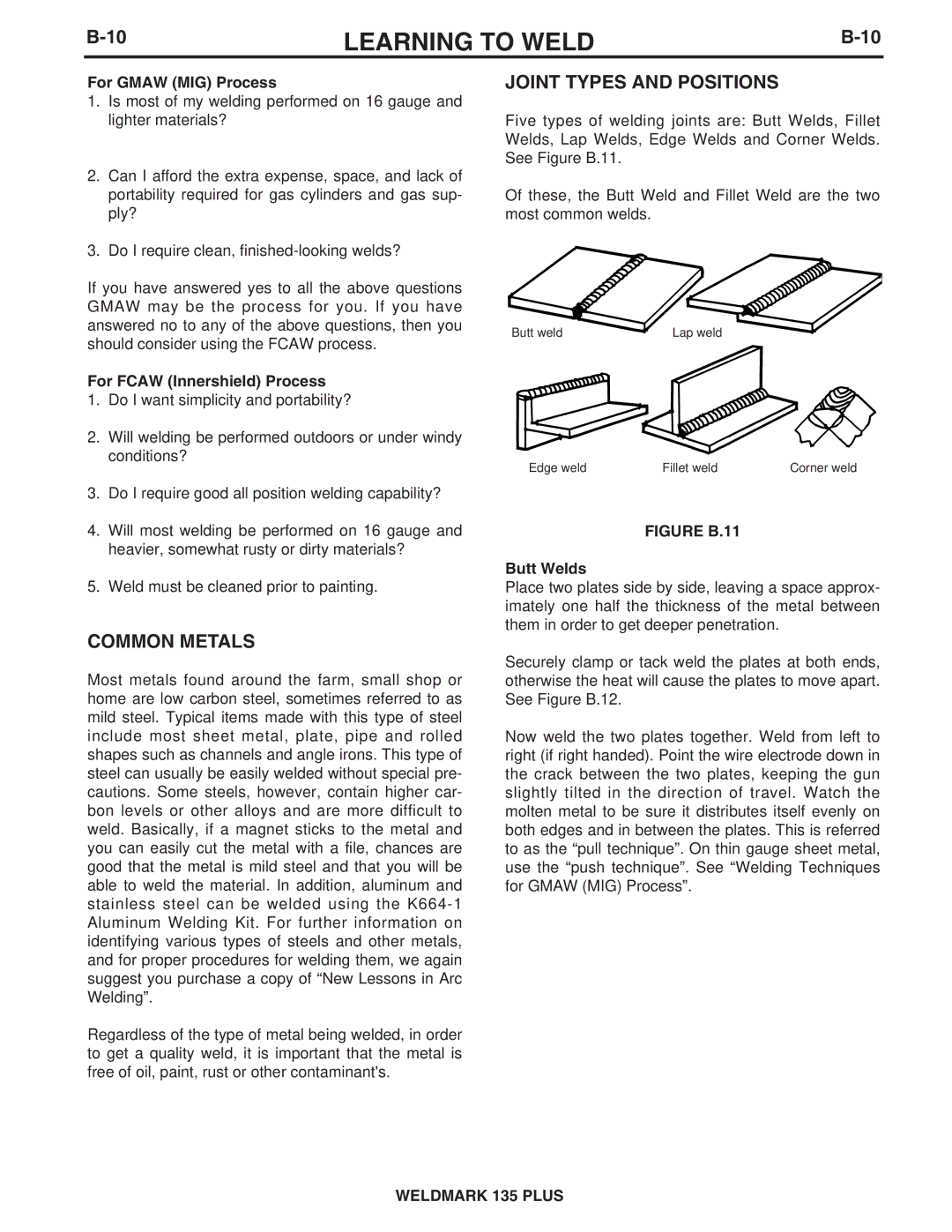
JOINT TYPES AND POSITIONS
Five types of welding joints are: Butt Welds, Fillet Welds, Lap Welds, Edge Welds and Corner Welds. See Figure B.11.
Of these, the Butt Weld and Fillet Weld are the two most common welds.
Butt weld | Lap weld |
Edge weld | Fillet weld | Corner weld |
FIGURE B.11
Butt Welds
Place two plates side by side, leaving a space approx- imately one half the thickness of the metal between them in order to get deeper penetration.
Securely clamp or tack weld the plates at both ends, otherwise the heat will cause the plates to move apart. See Figure B.12.
Now weld the two plates together. Weld from left to right (if right handed). Point the wire electrode down in the crack between the two plates, keeping the gun slightly tilted in the direction of travel. Watch the molten metal to be sure it distributes itself evenly on both edges and in between the plates. This is referred to as the “pull technique”. On thin gauge sheet metal, use the “push technique”. See “Welding Techniques for GMAW (MIG) Process”.
WELDMARK 135 PLUS