| TROUBLESHOOTING | |||
|
|
|
|
|
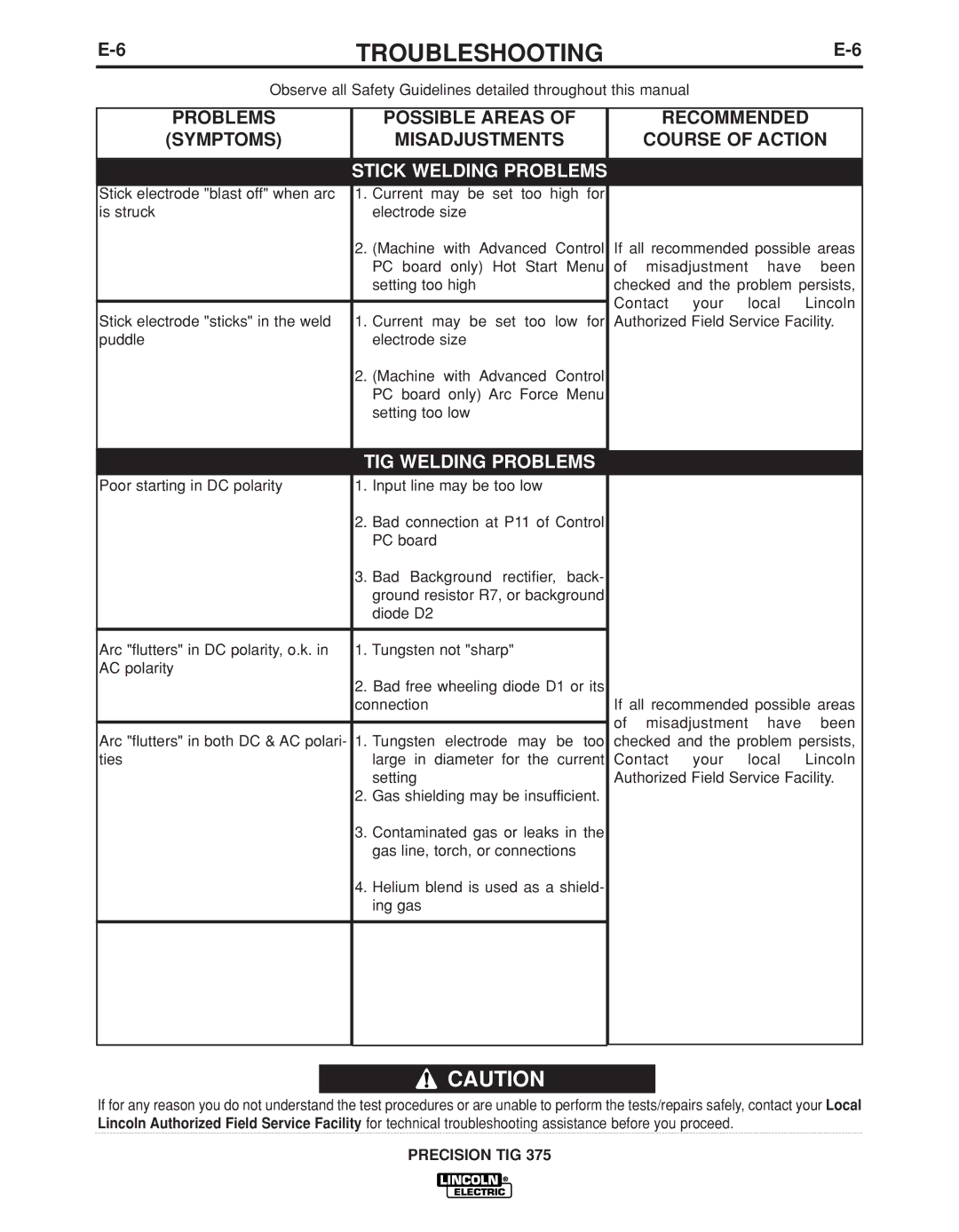
| Observe all Safety Guidelines detailed throughout this manual | |||
|
|
|
|
|
| PROBLEMS | POSSIBLE AREAS OF | RECOMMENDED |
|
| (SYMPTOMS) | MISADJUSTMENTS | COURSE OF ACTION |
|
|
|
|
|
|
STICK WELDING PROBLEMS
Stick electrode "blast off" when arc | 1. | Current may be set too high for |
is struck |
| electrode size |
| 2. | (Machine with Advanced Control |
|
| PC board only) Hot Start Menu |
|
| setting too high |
|
|
|
Stick electrode "sticks" in the weld | 1. | Current may be set too low for |
puddle |
| electrode size |
| 2. | (Machine with Advanced Control |
|
| PC board only) Arc Force Menu |
|
| setting too low |
|
|
|
If all recommended possible areas of misadjustment have been checked and the problem persists, Contact your local Lincoln Authorized Field Service Facility.
TIG WELDING PROBLEMS
Poor starting in DC polarity | 1. | Input line may be too low |
| 2. | Bad connection at P11 of Control |
|
| PC board |
| 3. | Bad Background rectifier, back- |
|
| ground resistor R7, or background |
|
| diode D2 |
|
| |
Arc "flutters" in DC polarity, o.k. in | 1. Tungsten not "sharp" | |
AC polarity |
|
|
| 2. | Bad free wheeling diode D1 or its |
| connection | |
|
|
|
Arc "flutters" in both DC & AC polari- | 1. | Tungsten electrode may be too |
ties |
| large in diameter for the current |
|
| setting |
| 2. | Gas shielding may be insufficient. |
| 3. | Contaminated gas or leaks in the |
|
| gas line, torch, or connections |
| 4. | Helium blend is used as a shield- |
|
| ing gas |
|
|
|
|
|
|
If all recommended possible areas of misadjustment have been checked and the problem persists, Contact your local Lincoln Authorized Field Service Facility.
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.