| Table |
| Excessive Spatter − scattering of molten |
| metal particles that cool to solid form near |
| weld bead. |
Possible Causes | Corrective Actions |
Amperage too high for electrode. | Decrease amperage or select larger electrode. |
Arc length too long or voltage too high | Reduce arc length or voltage. |
| Table |
| Incomplete Fusion − failure of weld metal |
| to fuse completely with base metal or a |
| preceeding weld bead. |
Possible Causes | Corrective Actions |
Insufficient heat input. | Increase amperage. Select larger electrode and increase amperage. |
Improper welding technique. | Place stringer bead in proper location(s) at joint during welding. |
| Adjust work angle or widen groove to access bottom during welding. |
| Momentarily hold arc on groove side walls when using weaving technique. |
| Keep arc on leading edge of weld puddle. |
Workpiece dirty. | Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before |
| welding. |
| Table |
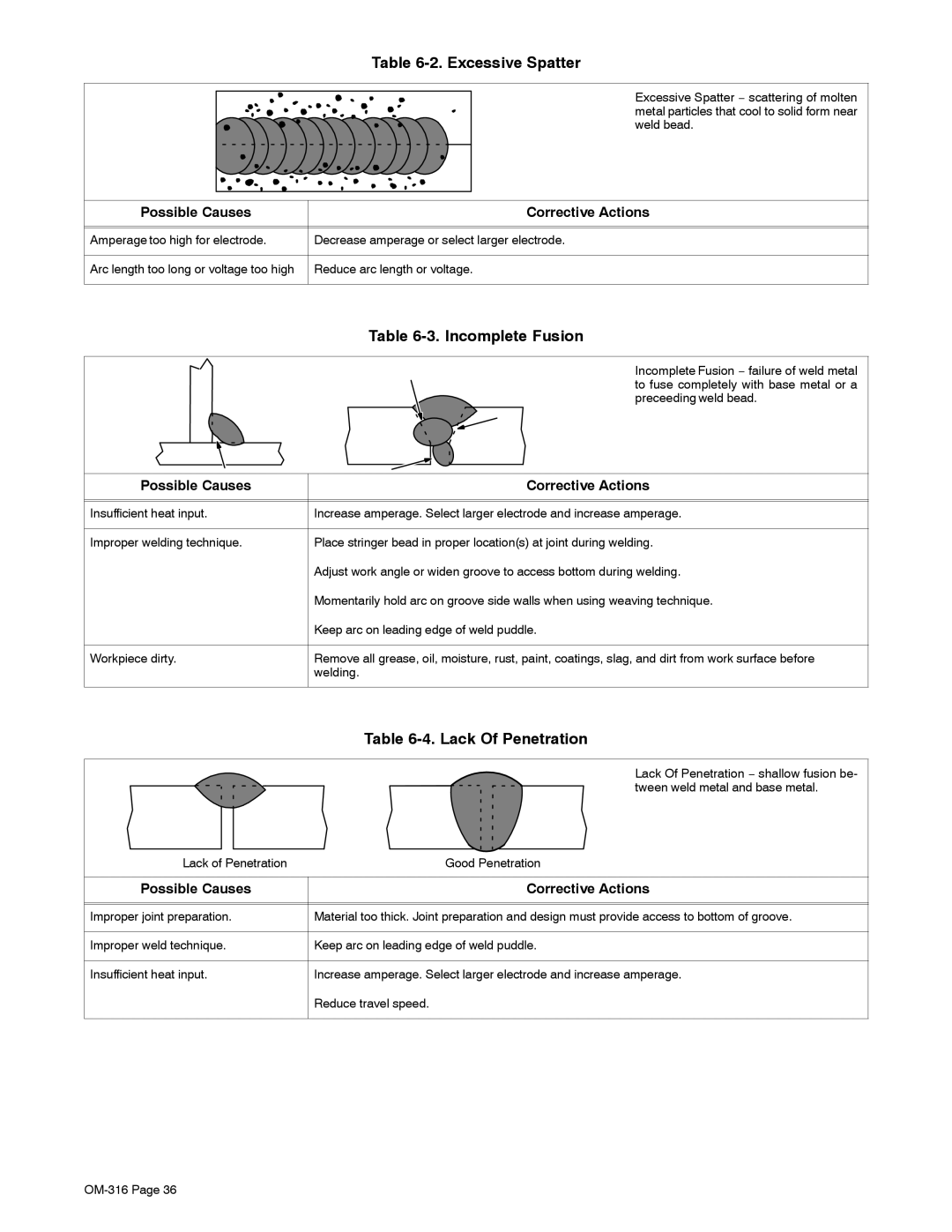
| Lack Of Penetration − shallow fusion be- |
| tween weld metal and base metal. |
Lack of Penetration | Good Penetration |
|
|
Possible Causes | Corrective Actions |
|
|
|
|
Improper joint preparation. | Material too thick. Joint preparation and design must provide access to bottom of groove. |
|
|
Improper weld technique. | Keep arc on leading edge of weld puddle. |
|
|
Insufficient heat input. | Increase amperage. Select larger electrode and increase amperage. |
| Reduce travel speed. |
|
|