Measuring Unmounted Clearance and
Setting Bearing (Front or Rear)
The bearings used on Milnor® washer and dye extractors are the very best
1.Accurately measure the unmounted internal clearance of the bearing (gap between the rollers and outer race before the bearing is installed). This is an essential quality control measure.
2.Calculate the final internal clearance by subtracting the specified clearance reduction (amount that the internal clearance must be reduced when the bearing is tightened onto the tapered shaft) from the unmounted clearance.
3. Tighten the bearing onto the shaft until the final internal clearance as calculated is achieved and verified by measurement.
These measurements are taken in thousandths of an inch. Although this requires precise work, attention to detail and a good set of feeler gauges, it is the only way to insure that the bearing will be tightened onto the shaft to precisely the right tension. If you have any questions on performing the measurements or adjustments described below, your local bearing supplier or the Milnor® factory can assist you. Although these procedures require precision over and above that normally required for laundry room maintenance, they are standard in bearing instal- lation and absolutely essential:
NOTE: Step 1 which follows, requires a good set of feeler gauges including .001" through .010" in thousandths of an inch increments. Contact your local bearing supplier.
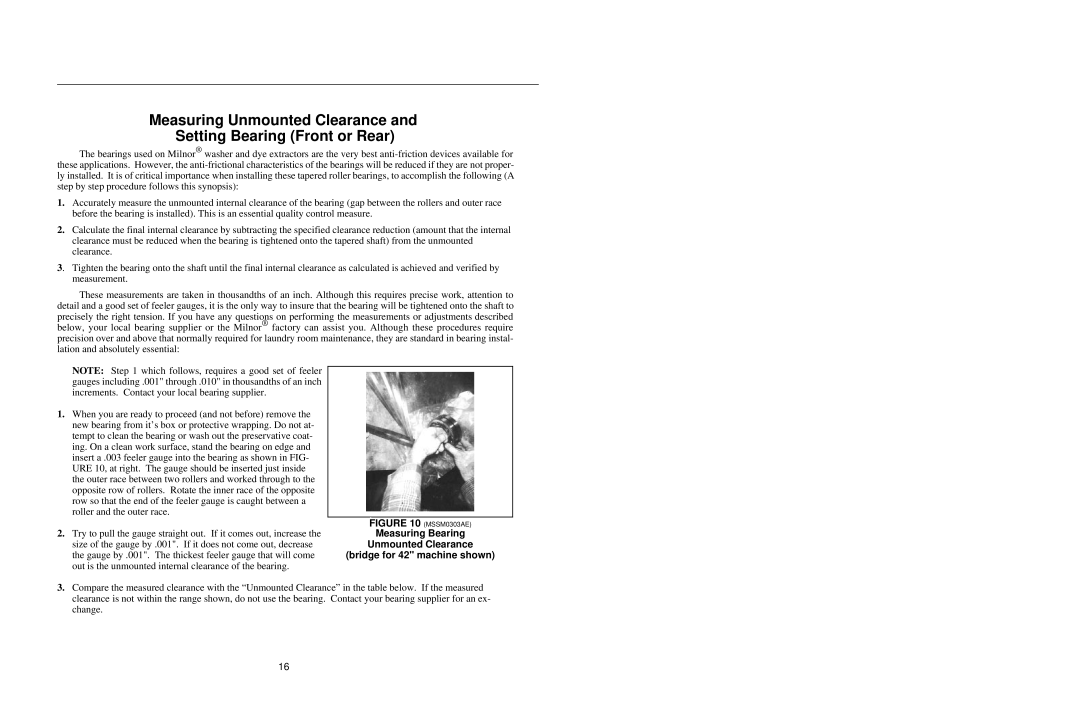
1. When you are ready to proceed (and not before) remove the new bearing from it's box or protective wrapping. Do not at- tempt to clean the bearing or wash out the preservative coat- ing. On a clean work surface, stand the bearing on edge and insert a .003 feeler gauge into the bearing as shown in FIG- URE 10, at right. The gauge should be inserted just inside the outer race between two rollers and worked through to the opposite row of rollers. Rotate the inner race of the opposite row so that the end of the feeler gauge is caught between a roller and the outer race.
| FIGURE 10 (MSSM0303AE) |
2. Try to pull the gauge straight out. If it comes out, increase the | Measuring Bearing |
size of the gauge by .001". If it does not come out, decrease | Unmounted Clearance |
the gauge by .001". The thickest feeler gauge that will come | (bridge for 42" machine shown) |
out is the unmounted internal clearance of the bearing. |
|
3.Compare the measured clearance with the “Unmounted Clearance” in the table below. If the measured clearance is not within the range shown, do not use the bearing. Contact your bearing supplier for an ex- change.
16