2-3. Dimensions And Weights
A
B
Front
D
C
|
| Dimensions | |
|
|
| |
| Height | 21 in (533 mm) | |
|
|
| |
| Width | ||
|
|
| |
| Length | ||
|
|
| |
| A | ||
|
|
| |
| B | 13/16 in (21 mm) | |
|
|
| |
| C | ||
|
|
| |
| D | ||
E 4 Holes |
|
| |
E | 1/2 (13 mm) | ||
| |||
|
|
| |
|
| Weight | |
|
|
| |
|
|
| |
| 210 lbs (95 kg) | ||
|
| ||
|
|
|
2-4. Specifications
| Rated Output at 40% | Rated Input, |
|
| Welding Amperage | Max. |
Mode | Duty Cycle | 60 HZ, | KVA | KW | Range | Voltage |
|
|
|
|
|
|
|
DC TIG | 150 Amps at 16 Volts | 230 | 8.7 - (0.50)* | 4.0 - (0.3)* | 80 | |
|
|
|
|
|
|
|
DC Stick | 150 Amps at 26 Volts | 230 | 9.7 - (0.50)* | 5.7 - (0.3)* | 80 | |
|
|
|
|
|
|
|
AC TIG | 150 Amps at 16 Volts | 230 | 15.5 - (0.50)* | 4.9 - (0.3)* | 80 | |
|
|
|
|
|
|
|
AC Stick | 150 Amps at 26 Volts | 230 | 12.2 - (0.50)* | 6.2 - (0.3)* | 80 | |
|
|
|
|
|
|
|
* () While idling.
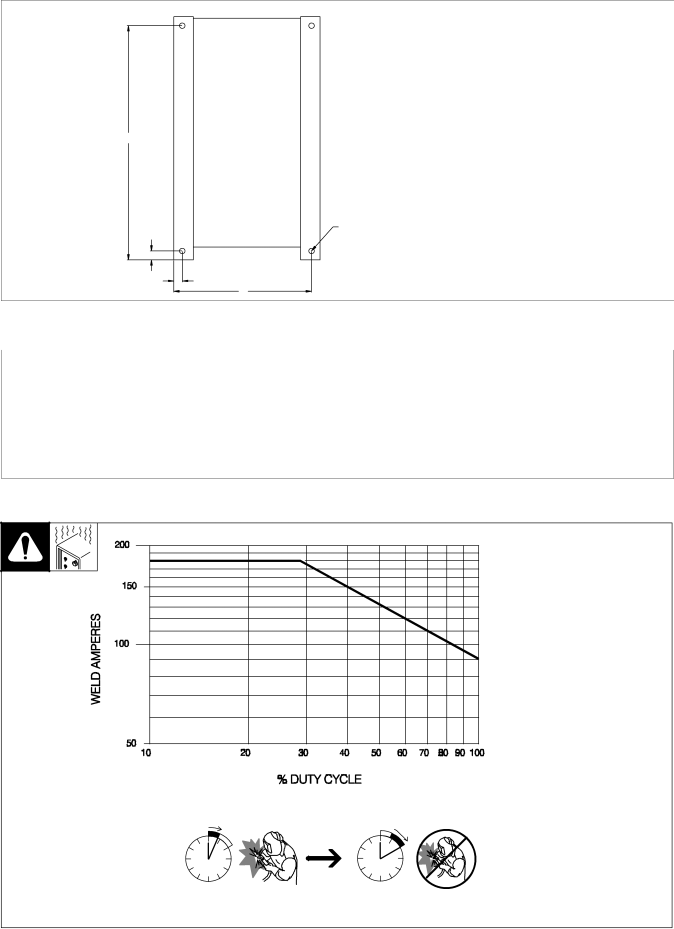
2-5. Duty Cycle Chart
40% Duty Cycle at 150 A AC/DC |
Duty cycle is percentage of 10 minutes that unit can weld at rated load without overheating.
YExceeding duty cycle can damage unit and void warranty.
4 Minutes Welding | 6 Minutes Resting |