I
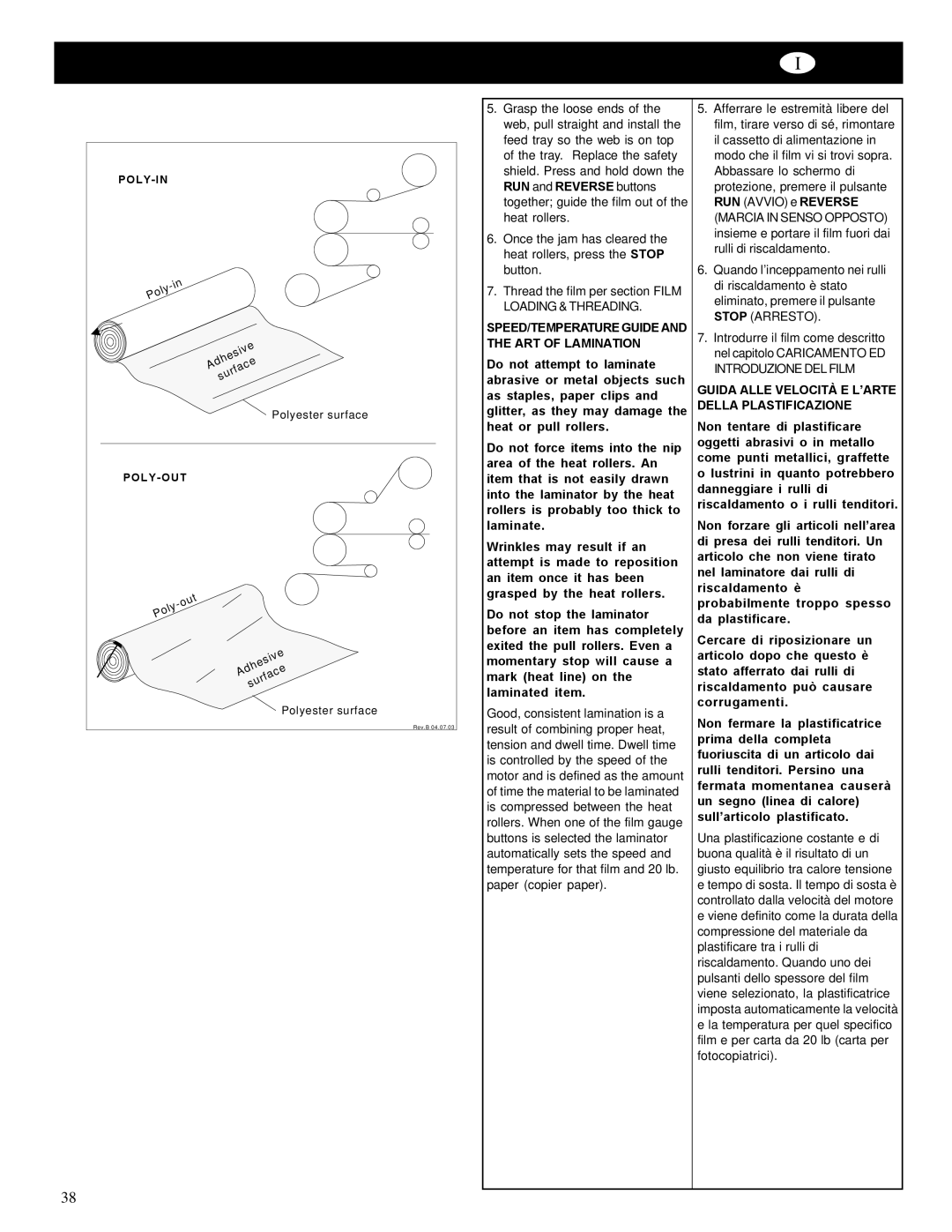
in |
- |
Poly |
Adhesive |
surface |
Polyester surface |
P O L Y - O U T |
out |
- |
Poly |
Adhesive |
surface |
Polyester surface |
Rev.B 04.07.03 |
5.Grasp the loose ends of the web, pull straight and install the feed tray so the web is on top of the tray. Replace the safety shield. Press and hold down the RUN and REVERSE buttons together; guide the film out of the heat rollers.
6.Once the jam has cleared the heat rollers, press the STOP button.
7.Thread the film per section FILM LOADING & THREADING.
SPEED/TEMPERATURE GUIDE AND THE ART OF LAMINATION
Do not attempt to laminate abrasive or metal objects such as staples, paper clips and glitter, as they may damage the heat or pull rollers.
Do not force items into the nip area of the heat rollers. An item that is not easily drawn into the laminator by the heat rollers is probably too thick to laminate.
Wrinkles may result if an attempt is made to reposition an item once it has been grasped by the heat rollers.
Do not stop the laminator before an item has completely exited the pull rollers. Even a momentary stop will cause a mark (heat line) on the laminated item.
Good, consistent lamination is a result of combining proper heat, tension and dwell time. Dwell time is controlled by the speed of the motor and is defined as the amount of time the material to be laminated is compressed between the heat rollers. When one of the film gauge buttons is selected the laminator automatically sets the speed and temperature for that film and 20 lb. paper (copier paper).
5.Afferrare le estremità libere del film, tirare verso di sé, rimontare il cassetto di alimentazione in modo che il film vi si trovi sopra. Abbassare lo schermo di protezione, premere il pulsante RUN (AVVIO) e REVERSE (MARCIA IN SENSO OPPOSTO) insieme e portare il film fuori dai rulli di riscaldamento.
6.Quando l’inceppamento nei rulli di riscaldamento è stato eliminato, premere il pulsante STOP (ARRESTO).
7.Introdurre il film come descritto nel capitolo CARICAMENTO ED INTRODUZIONE DEL FILM
GUIDA ALLE VELOCITÀ E L’ARTE DELLA PLASTIFICAZIONE
Non tentare di plastificare oggetti abrasivi o in metallo come punti metallici, graffette o lustrini in quanto potrebbero danneggiare i rulli di riscaldamento o i rulli tenditori.
Non forzare gli articoli nell’area di presa dei rulli tenditori. Un articolo che non viene tirato nel laminatore dai rulli di riscaldamento è probabilmente troppo spesso da plastificare.
Cercare di riposizionare un articolo dopo che questo è stato afferrato dai rulli di riscaldamento può causare corrugamenti.
Non fermare la plastificatrice prima della completa fuoriuscita di un articolo dai rulli tenditori. Persino una fermata momentanea causerà un segno (linea di calore) sull’articolo plastificato.
Una plastificazione costante e di buona qualità è il risultato di un giusto equilibrio tra calore tensione e tempo di sosta. Il tempo di sosta è controllato dalla velocità del motore e viene definito come la durata della compressione del materiale da plastificare tra i rulli di riscaldamento. Quando uno dei pulsanti dello spessore del film viene selezionato, la plastificatrice imposta automaticamente la velocità e la temperatura per quel specifico film e per carta da 20 lb (carta per fotocopiatrici).
38