4-6. Start Mode
(CE Nameplate Only)
1 | 1 |
2 3
![]()
1 – 2
“Touch” Seconds
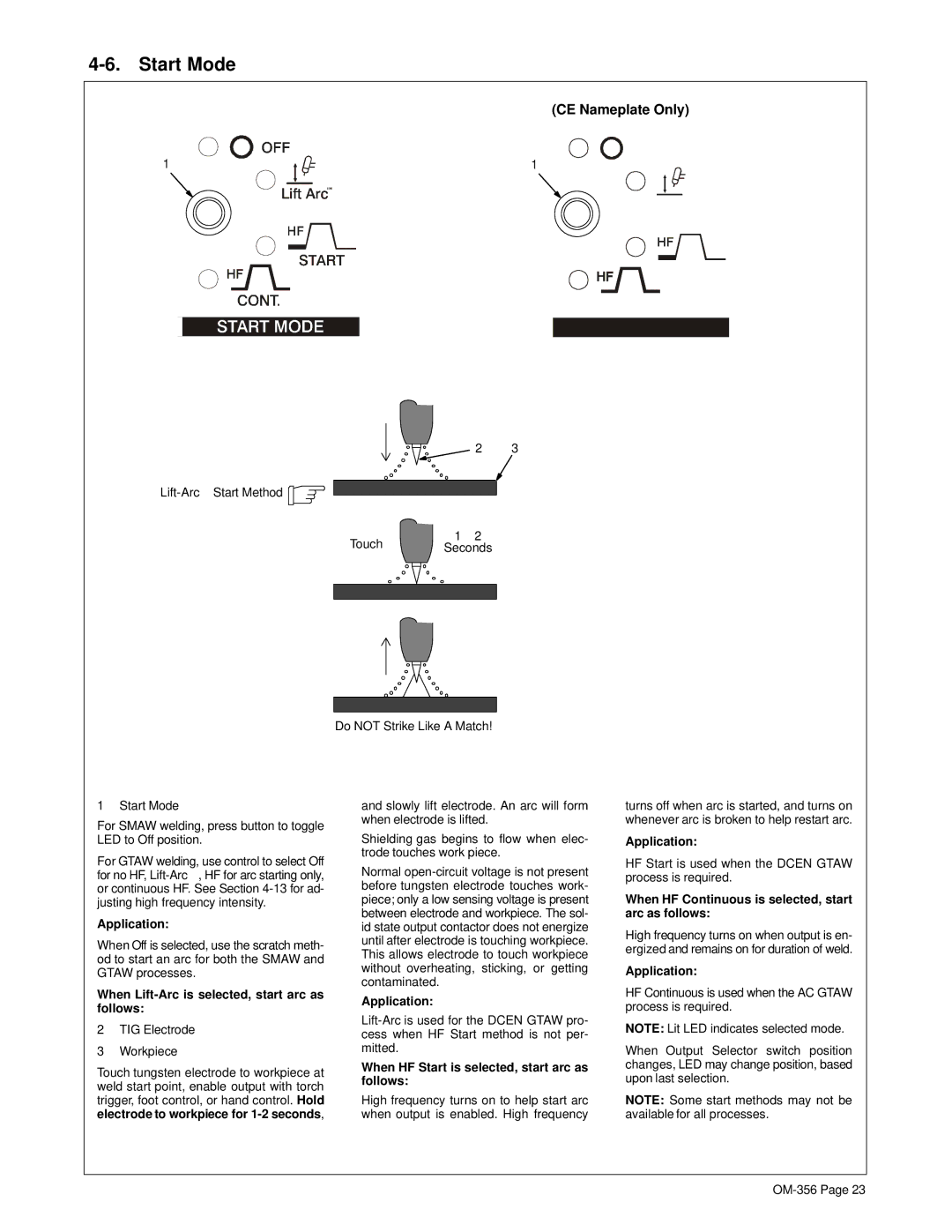
1 Start Mode
For SMAW welding, press button to toggle LED to Off position.
For GTAW welding, use control to select Off for no HF,
Application:
When Off is selected, use the scratch meth- od to start an arc for both the SMAW and GTAW processes.
When Lift-Arc is selected, start arc as follows:
2TIG Electrode
3Workpiece
Touch tungsten electrode to workpiece at weld start point, enable output with torch trigger, foot control, or hand control. Hold electrode to workpiece for
Do NOT Strike Like A Match!
and slowly lift electrode. An arc will form when electrode is lifted.
Shielding gas begins to flow when elec- trode touches work piece.
Normal
Application:
When HF Start is selected, start arc as follows:
High frequency turns on to help start arc when output is enabled. High frequency
turns off when arc is started, and turns on whenever arc is broken to help restart arc.
Application:
HF Start is used when the DCEN GTAW process is required.
When HF Continuous is selected, start arc as follows:
High frequency turns on when output is en- ergized and remains on for duration of weld.
Application:
HF Continuous is used when the AC GTAW process is required.
NOTE: Lit LED indicates selected mode.
When Output Selector switch position changes, LED may change position, based upon last selection.
NOTE: Some start methods may not be available for all processes.