4-18. Start/Crater Sequence Controls
1
2
3
4
5
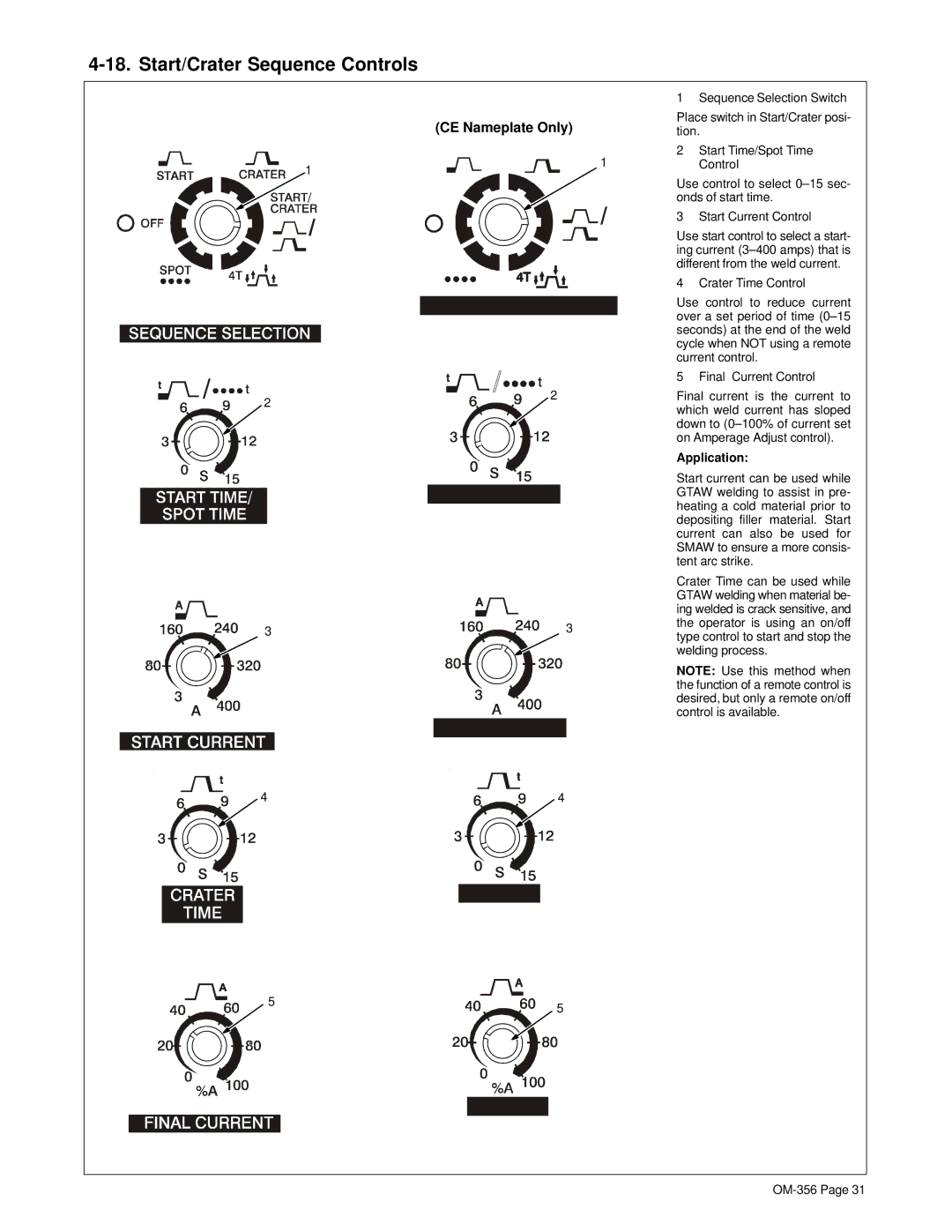
| 1 | Sequence Selection Switch | |
(CE Nameplate Only) | Place switch in Start/Crater posi- | ||
tion. | |||
| 2 | Start Time/Spot Time | |
| 1 | Control | |
| Use control to select | ||
| onds of start time. | ||
| 3 | Start Current Control | |
| Use start control to select a start- | ||
| ing current | ||
| different from the weld current. | ||
| 4 | Crater Time Control | |
| Use control to reduce current | ||
| over a set period of time | ||
| seconds) at the end of the weld | ||
| cycle when NOT using a remote | ||
| current control. | ||
| 5 | Final Current Control | |
2 | Final current is the current to | ||
| which weld current has sloped | ||
| down to | ||
| on Amperage Adjust control). | ||
| Application: | ||
| Start current can be used while | ||
| GTAW welding to assist in pre- | ||
| heating a cold material prior to | ||
| depositing filler material. Start | ||
| current can also be used for | ||
| SMAW to ensure a more consis- | ||
| tent arc strike. | ||
| Crater Time can be used while | ||
| GTAW welding when material be- | ||
| ing welded is crack sensitive, and | ||
3 | the operator is using an on/off | ||
type control to start and stop the | |||
| |||
| welding process. | ||
| NOTE: Use this method when | ||
| the function of a remote control is | ||
| desired, but only a remote on/off | ||
| control is available. | ||
4
5