wire. The thumb screw at the end of the shaft is not intended to be loosened; it should be tightened full clockwise.
*Earlier spindle shafts did not include a set screw to adjust brake friction. If set screw is desired, order Lincoln part number
![]() CAUTION
CAUTION
If full tightening of the spindle thumbscrew causes too much feed force to rotate the wire spool, the thumbscrew stop point can be adjusted as follows:
A. Remove the thumbscrew.
B. Using a 3/16”(4.8mm) hex wrench, turn the set screw, located inside the tapped hole in the spindle shaft, one or two turns counterclockwise.
C. Fully reinstall the thumbscrew and check for proper brake force to prevent spool overrun, but allow smooth and easy wire feeding. If not, repeat.
ELECTRICAL INPUT CONNECTION
![]() WARNING
WARNING
ELECTRIC SHOCK can kill.
•Disconnect input power by removing plug from receptacle before working inside
•Use only grounded receptacle.
•Do not remove the power cord ground prong.
•Do not touch electrically “hot” parts inside
•Have qualified personnel do the maintenance and troubleshooting work.
Code Requirements
![]() WARNING
WARNING
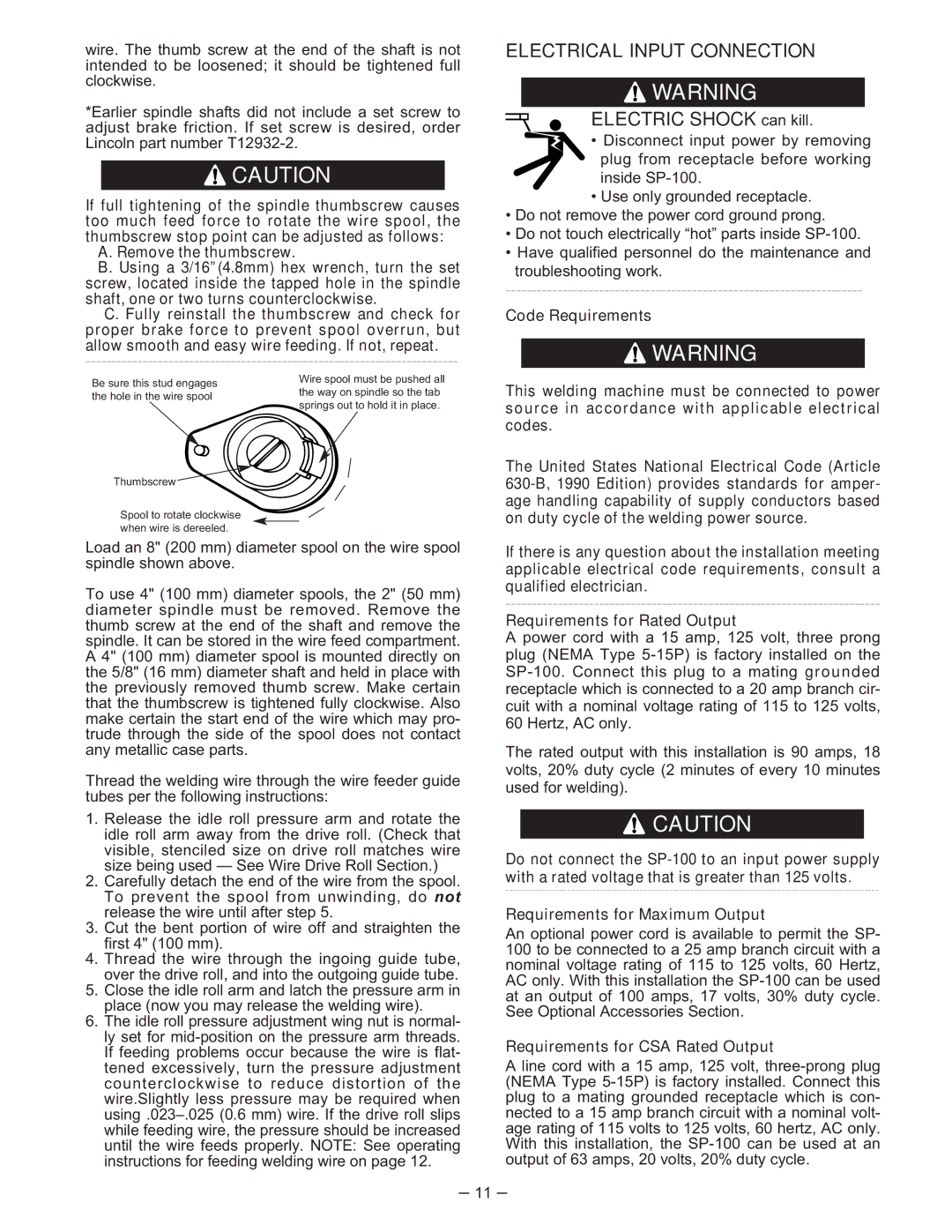
Be sure this stud engages the hole in the wire spool
Thumbscrew
Spool to rotate clockwise when wire is dereeled.
Wire spool must be pushed all the way on spindle so the tab springs out to hold it in place.
This welding machine must be connected to power source in accordance with applicable electrical codes.
The United States National Electrical Code (Article
Load an 8" (200 mm) diameter spool on the wire spool spindle shown above.
To use 4" (100 mm) diameter spools, the 2" (50 mm) diameter spindle must be removed. Remove the thumb screw at the end of the shaft and remove the spindle. It can be stored in the wire feed compartment. A 4" (100 mm) diameter spool is mounted directly on the 5/8" (16 mm) diameter shaft and held in place with the previously removed thumb screw. Make certain that the thumbscrew is tightened fully clockwise. Also make certain the start end of the wire which may pro- trude through the side of the spool does not contact any metallic case parts.
Thread the welding wire through the wire feeder guide tubes per the following instructions:
1.Release the idle roll pressure arm and rotate the idle roll arm away from the drive roll. (Check that visible, stenciled size on drive roll matches wire size being used — See Wire Drive Roll Section.)
2.Carefully detach the end of the wire from the spool. To prevent the spool from unwinding, do not release the wire until after step 5.
3.Cut the bent portion of wire off and straighten the first 4" (100 mm).
4.Thread the wire through the ingoing guide tube, over the drive roll, and into the outgoing guide tube.
5.Close the idle roll arm and latch the pressure arm in place (now you may release the welding wire).
6.The idle roll pressure adjustment wing nut is normal- ly set for
If there is any question about the installation meeting applicable electrical code requirements, consult a qualified electrician.
Requirements for Rated Output
A power cord with a 15 amp, 125 volt, three prong plug (NEMA Type
The rated output with this installation is 90 amps, 18 volts, 20% duty cycle (2 minutes of every 10 minutes used for welding).
![]() CAUTION
CAUTION
Do not connect the
Requirements for Maximum Output
An optional power cord is available to permit the SP- 100 to be connected to a 25 amp branch circuit with a nominal voltage rating of 115 to 125 volts, 60 Hertz, AC only. With this installation the
Requirements for CSA Rated Output
A line cord with a 15 amp, 125 volt,
– 11 –