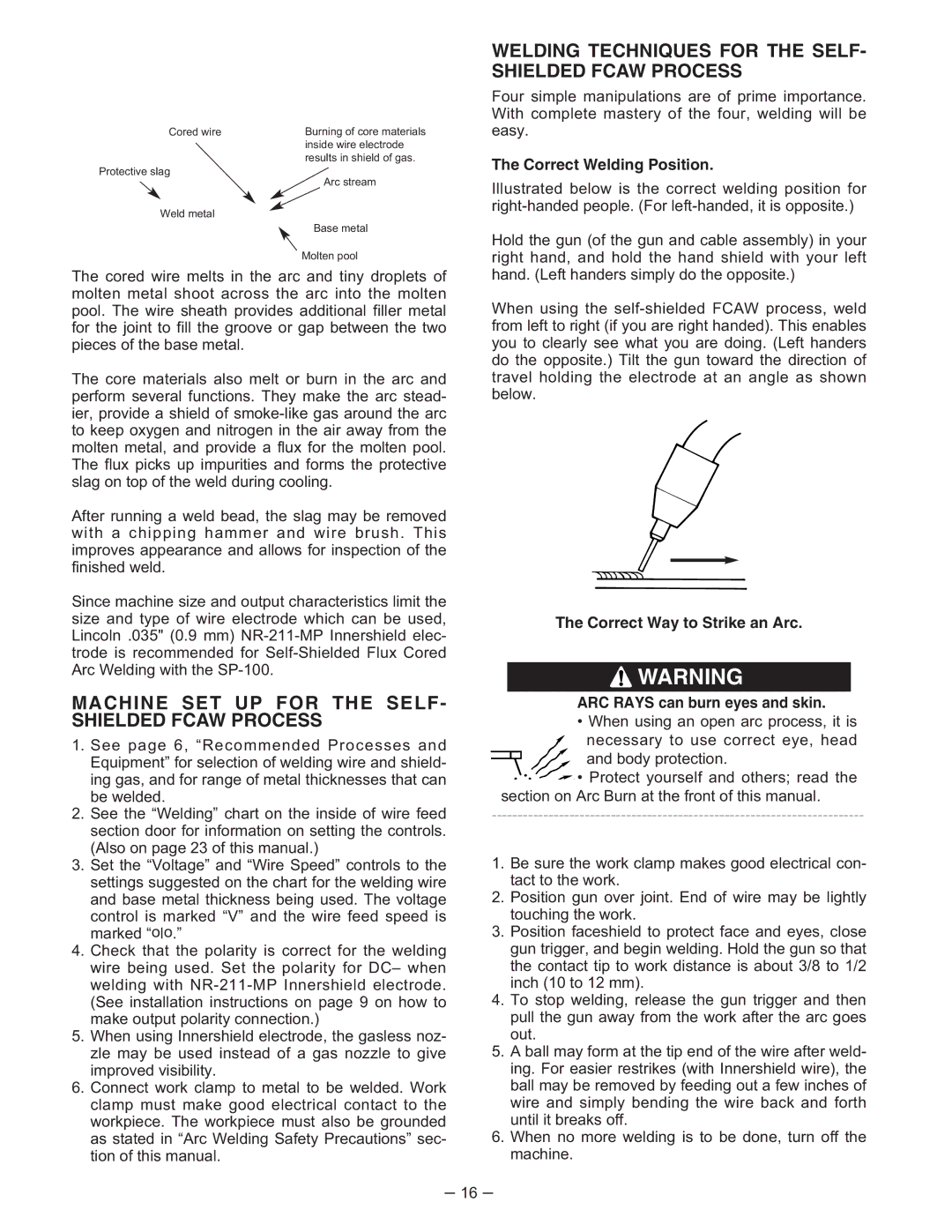
Cored wire | Burning of core materials |
| inside wire electrode |
| results in shield of gas. |
Protective slag
Arc stream
Weld metal
Base metal
Molten pool
The cored wire melts in the arc and tiny droplets of molten metal shoot across the arc into the molten pool. The wire sheath provides additional filler metal for the joint to fill the groove or gap between the two pieces of the base metal.
The core materials also melt or burn in the arc and perform several functions. They make the arc stead- ier, provide a shield of
After running a weld bead, the slag may be removed with a chipping hammer and wire brush. This improves appearance and allows for inspection of the finished weld.
Since machine size and output characteristics limit the size and type of wire electrode which can be used, Lincoln .035" (0.9 mm)
MACHINE SET UP FOR THE SELF- SHIELDED FCAW PROCESS
1.See page 6, “Recommended Processes and Equipment” for selection of welding wire and shield- ing gas, and for range of metal thicknesses that can be welded.
2.See the “Welding” chart on the inside of wire feed section door for information on setting the controls. (Also on page 23 of this manual.)
3.Set the “Voltage” and “Wire Speed” controls to the settings suggested on the chart for the welding wire and base metal thickness being used. The voltage control is marked “V” and the wire feed speed is marked “olo.”
4.Check that the polarity is correct for the welding wire being used. Set the polarity for DC– when welding with
5.When using Innershield electrode, the gasless noz- zle may be used instead of a gas nozzle to give improved visibility.
6.Connect work clamp to metal to be welded. Work clamp must make good electrical contact to the workpiece. The workpiece must also be grounded as stated in “Arc Welding Safety Precautions” sec- tion of this manual.
WELDING TECHNIQUES FOR THE SELF- SHIELDED FCAW PROCESS
Four simple manipulations are of prime importance. With complete mastery of the four, welding will be easy.
The Correct Welding Position.
Illustrated below is the correct welding position for
Hold the gun (of the gun and cable assembly) in your right hand, and hold the hand shield with your left hand. (Left handers simply do the opposite.)
When using the
The Correct Way to Strike an Arc.
![]() WARNING
WARNING
ARC RAYS can burn eyes and skin.
•When using an open arc process, it is necessary to use correct eye, head
and body protection.
![]()
![]()
![]() • Protect yourself and others; read the section on Arc Burn at the front of this manual.
• Protect yourself and others; read the section on Arc Burn at the front of this manual.
1.Be sure the work clamp makes good electrical con- tact to the work.
2.Position gun over joint. End of wire may be lightly touching the work.
3.Position faceshield to protect face and eyes, close gun trigger, and begin welding. Hold the gun so that the contact tip to work distance is about 3/8 to 1/2 inch (10 to 12 mm).
4.To stop welding, release the gun trigger and then pull the gun away from the work after the arc goes out.
5.A ball may form at the tip end of the wire after weld- ing. For easier restrikes (with Innershield wire), the ball may be removed by feeding out a few inches of wire and simply bending the wire back and forth until it breaks off.
6.When no more welding is to be done, turn off the machine.
– 16 –