MACHINE SETUP FOR THE GMAW (MIG) PROCESS
1.See “Recommended Processes and Equipment” for selection of welding wire and shielding gas and for range of metal thicknesses that can be welded.
2.See the “Welding ” chart on the inside of wire feed section door or in this manual for information on setting the controls.
3.Set the “Voltage” and “Wire Speed” controls to the settings suggested for the welding wire and base metal thickness being used. The voltage control is marked “V” and the wire feed speed is marked olo.
4.Check that the polarity is correct for the welding wire being used. Set the polarity for DC(+) when welding with the GMAW (MIG) process. (See page 9 of the Installation Instructions on how to make output polarity connections.)
5.Check that the gas nozzle and proper size liner and contact tip are being used, and that the gas supply is turned on. If adjustable, set for 15 to 20 cubic feet per hour (7 to 10 liters/min) under normal con- ditions; increase as high as 35 CFH (17 liters/min) under drafty (slightly windy) conditions.
NOTE: The gas regulators included in the optional K463 and K499 kits are preset and nonadjustable.
6.Connect work clamp to metal to be welded. Work clamp must make good electrical contact to the workpiece. The workpiece must also be grounded as stated in “Arc Welding Safety Precautions.”
WELDING TECHNIQUES FOR THE GMAW (MIG) PROCESS
The welding techniques for the GMAW (MIG) process on light gauge material are basically the same as welding with .035" (0.9 mm)
The Correct Welding Position
When using the GMAW process on light gauge mater- ial, weld from right to left (if right handed) pushing the electrode ahead of the arc (see figure following). This technique results in a colder weld and has less ten- dency for burnthrough. You may weld in the opposite direction as long as you are obtaining desirable results.
Push Technique
The Correct Way to Strike an Arc
1.The arc is struck the same as for
2.When no more welding is to be done, don’t forget to first close valve on gas cylinder (if used), momentarily
operate gun trigger to release gas pressure, then turn off the machine.
The Correct Electrical Stickout
The electrical stickout (ESO) for GMAW (MIG) weld- ing is 3/8 to 1/2 inch (10 to 12 mm). The same rules apply as when welding with .035" (0.9 mm)
The Correct Welding Speed
The same rules apply as those for
Practice
To practice your GMAW (MIG) welding skills, use the following:
Mild steel | 16 gauge (about 1/16 inch) |
Electrode | Lincolnweld® .025 |
Shielding gas | CO2 |
Voltage setting “V” | G |
Wire feed speed olo | 5 |
Then follow the instructions in the practice section on
WELDING PROCEDURES
When GMAW (MIG) welding on sheet metal, remem- ber to use the “forehand” push technique, and review the welding procedures section on
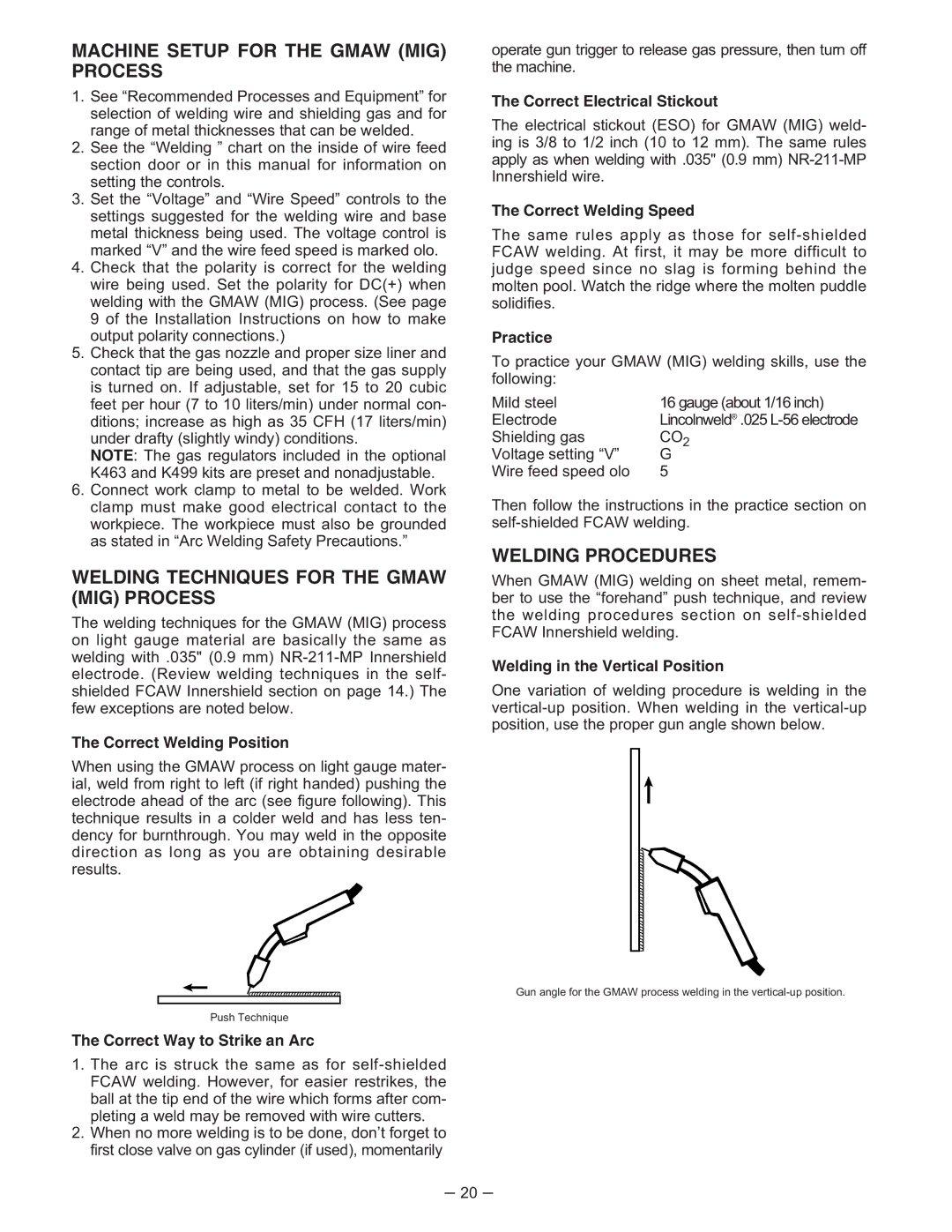
Welding in the Vertical Position
One variation of welding procedure is welding in the
Gun angle for the GMAW process welding in the
– 20 –