|
|
|
|
|
| OPERATION |
| |||
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
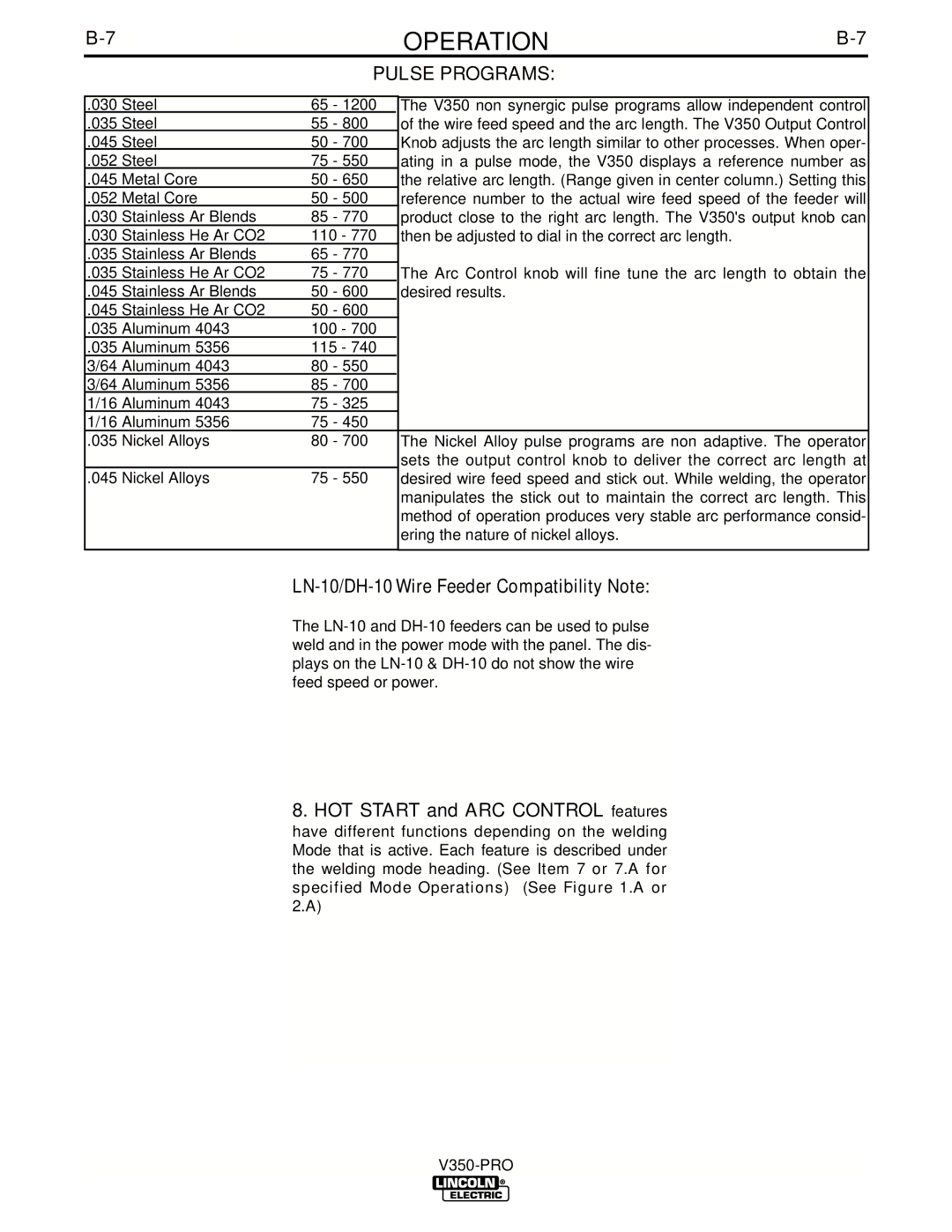
| PULSE PROGRAMS: |
| |||
|
|
|
|
| ||||||
.030 | Steel | 65 | - 1200 | The V350 non synergic pulse programs allow independent control | ||||||
.035 | Steel | 55 | - 800 |
| of the wire feed speed and the arc length. The V350 Output Control | |||||
.045 | Steel | 50 | - 700 |
| Knob adjusts the arc length similar to other processes. When oper- | |||||
.052 | Steel | 75 | - 550 |
| ating in a pulse mode, the V350 displays a reference number as | |||||
.045 | Metal Core | 50 | - 650 |
| the relative arc length. (Range given in center column.) Setting this | |||||
.052 | Metal Core | 50 | - 500 |
| reference number to the actual wire feed speed of the feeder will | |||||
.030 | Stainless Ar Blends | 85 | - 770 |
| product close to the right arc length. The V350's output knob can | |||||
.030 | Stainless He Ar CO2 | 110 - 770 | then be adjusted to dial in the correct arc length. |
| ||||||
.035 | Stainless Ar Blends | 65 | - 770 |
| The Arc Control knob will fine tune the arc length to obtain the | |||||
.035 | Stainless He Ar CO2 | 75 | - 770 |
| ||||||
.045 | Stainless Ar Blends | 50 | - 600 |
| desired results. |
| ||||
.045 | Stainless He Ar CO2 | 50 | - 600 |
|
|
|
|
| ||
.035 | Aluminum 4043 | 100 - 700 |
|
|
|
| ||||
.035 | Aluminum 5356 | 115 - 740 |
|
|
|
| ||||
3/64 Aluminum 4043 | 80 | - 550 |
|
|
|
|
| |||
3/64 Aluminum 5356 | 85 | - 700 |
|
|
|
|
| |||
1/16 Aluminum 4043 | 75 | - 325 |
|
|
|
|
| |||
1/16 Aluminum 5356 | 75 | - 450 |
|
|
|
|
| |||
.035 | Nickel Alloys | 80 | - 700 |
| The Nickel Alloy pulse programs are non adaptive. The operator | |||||
|
|
|
|
|
|
| sets the output control knob to deliver the correct arc length at | |||
.045 | Nickel Alloys | 75 | - 550 |
| desired wire feed speed and stick out. While welding, the operator | |||||
|
|
|
|
|
|
| manipulates the stick out to maintain the correct arc length. This | |||
|
|
|
|
|
|
| method of operation produces very stable arc performance consid- | |||
|
|
|
|
|
|
| ering the nature of nickel alloys. |
| ||
|
|
|
|
|
|
|
|
|
|
|
LN-10/DH-10 Wire Feeder Compatibility Note:
The
8. HOT START and ARC CONTROL features have different functions depending on the welding Mode that is active. Each feature is described under the welding mode heading. (See Item 7 or 7.A for specified Mode Operations) (See Figure 1.A or 2.A)