|
|
| OPERATION |
|
| |||
|
|
|
|
|
|
|
| |
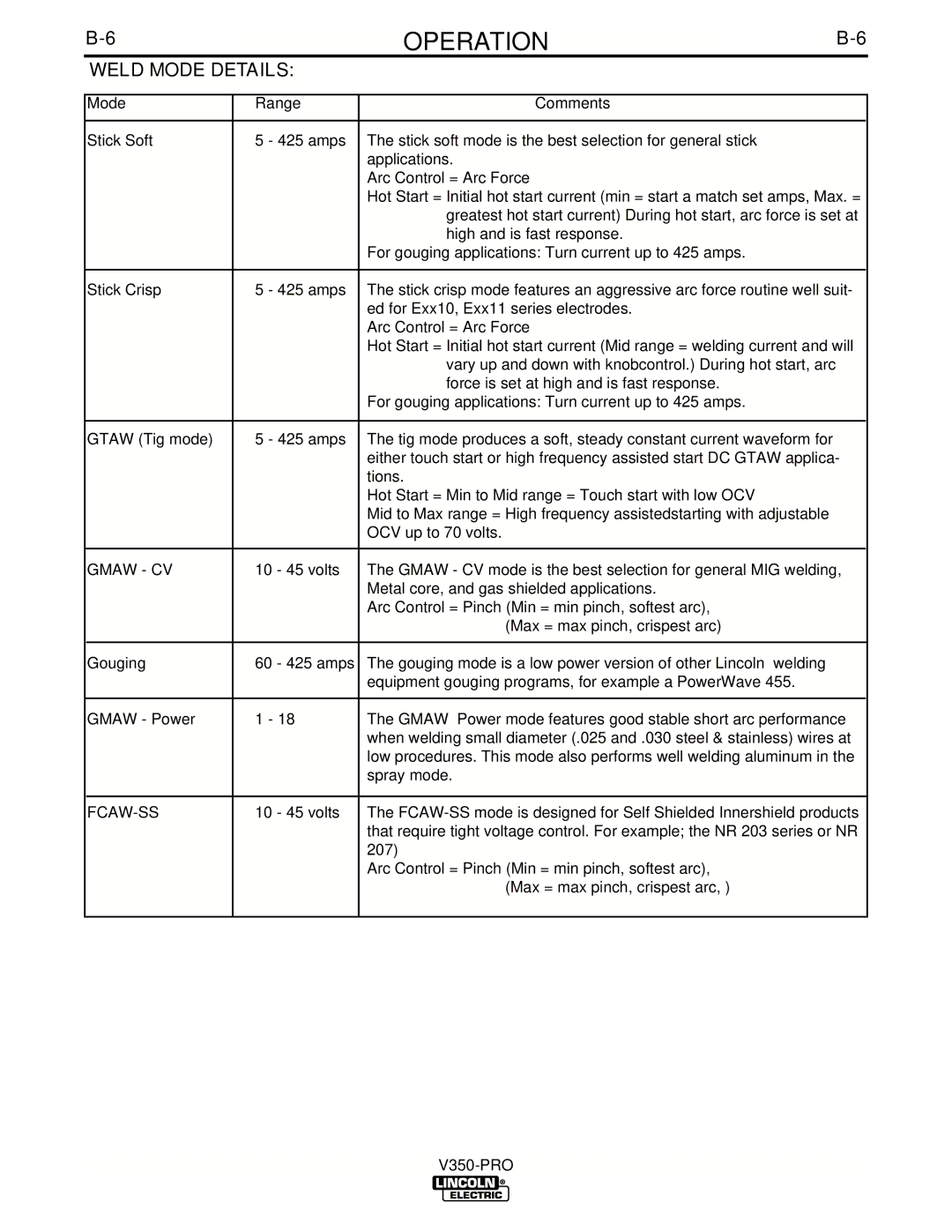
| WELD MODE DETAILS: |
|
|
|
| |||
|
|
|
| |||||
Mode | Range | Comments |
| |||||
Stick Soft | 5 - 425 amps | The stick soft mode is the best selection for general stick |
| |||||
|
|
|
|
| applications. |
| ||
|
|
|
|
| Arc Control = Arc Force |
| ||
|
|
|
|
| Hot Start = Initial hot start current (min = start a match set amps, Max. = | |||
|
|
|
|
| greatest hot start current) During hot start, arc force is set at | |||
|
|
|
|
| high and is fast response. |
| ||
|
|
|
|
| For gouging applications: Turn current up to 425 amps. |
| ||
|
|
| ||||||
Stick Crisp | 5 - 425 amps | The stick crisp mode features an aggressive arc force routine well suit- | ||||||
|
|
|
|
| ed for Exx10, Exx11 series electrodes. |
| ||
|
|
|
|
| Arc Control = Arc Force |
| ||
|
|
|
|
| Hot Start = Initial hot start current (Mid range = welding current and will | |||
|
|
|
|
| vary up and down with knobcontrol.) During hot start, arc |
| ||
|
|
|
|
| force is set at high and is fast response. |
| ||
|
|
|
|
| For gouging applications: Turn current up to 425 amps. |
| ||
|
|
|
| |||||
GTAW (Tig mode) | 5 - 425 amps | The tig mode produces a soft, steady constant current waveform for |
| |||||
|
|
|
|
| either touch start or high frequency assisted start DC GTAW applica- | |||
|
|
|
|
| tions. |
| ||
|
|
|
|
| Hot Start = Min to Mid range = Touch start with low OCV |
| ||
|
|
|
|
| Mid to Max range = High frequency assistedstarting with adjustable |
| ||
|
|
|
|
| OCV up to 70 volts. |
| ||
|
|
| ||||||
GMAW - CV | 10 - 45 volts | The GMAW - CV mode is the best selection for general MIG welding, | ||||||
|
|
|
|
| Metal core, and gas shielded applications. |
| ||
|
|
|
|
| Arc Control = Pinch (Min = min pinch, softest arc), |
| ||
|
|
|
|
| (Max = max pinch, crispest arc) |
| ||
|
|
|
| |||||
Gouging | 60 - 425 amps | The gouging mode is a low power version of other Lincoln welding |
| |||||
|
|
|
|
| equipment gouging programs, for example a PowerWave 455. |
| ||
|
|
|
| |||||
GMAW - Power | 1 - 18 |
| The GMAW Power mode features good stable short arc performance | |||||
|
|
|
|
| when welding small diameter (.025 and .030 steel & stainless) wires at | |||
|
|
|
|
| low procedures. This mode also performs well welding aluminum in the | |||
|
|
|
|
| spray mode. |
| ||
|
|
| ||||||
| 10 - 45 volts | The | ||||||
|
|
|
|
| that require tight voltage control. For example; the NR 203 series or NR | |||
|
|
|
|
| 207) |
|
|
|
|
|
|
|
| Arc Control = Pinch (Min = min pinch, softest arc), |
| ||
|
|
|
|
| (Max = max pinch, crispest arc, ) |
| ||
|
|
|
|
|
|
|
|
|