OPERATION | ||
|
|
|
WELDING PARAMETERS AND GUIDE- LINES
The INVERTEC STT II (CE) is neither a constant cur- rent (CC) nor a constant voltage (CV) power source. In general, wire diameter will be increased one size compared to conventional (CV) power sources. The larger the wire diameter the higher the deposition rate (Up to 1/16”). Wire sizes below .035” are unnecessary for most applications. The INVERTEC STT II (CE) is a current controlled machine which is capable of chang- ing the electrode current quickly in order to respond to the instantaneous requirements of the arc and opti- mize performance. By sensing changes in welding current, and hence the electrode state, the power source will supply varying output currents to minimize spatter. The Peak and Background currents are two such current outputs that can be adjusted.
Wire Feed Speed controls the deposition rate. Peak Current controls the Arc Length. Background Current controls the Bead Contour. And Tailout increases Power in the Arc.
PEAK CURRENT
The Peak Current control acts similar to an “arc pinch” control. Peak current serves to establish the arc length and promote good fusion. Higher peak current levels will cause the arc to broaden momentarily while increasing the arc length. If set too high, globular type transfer will occur. Setting this level to low will cause instability and wire stubbing. In practice, this current level should be adjusted for minimum spatter and puddle agitation.
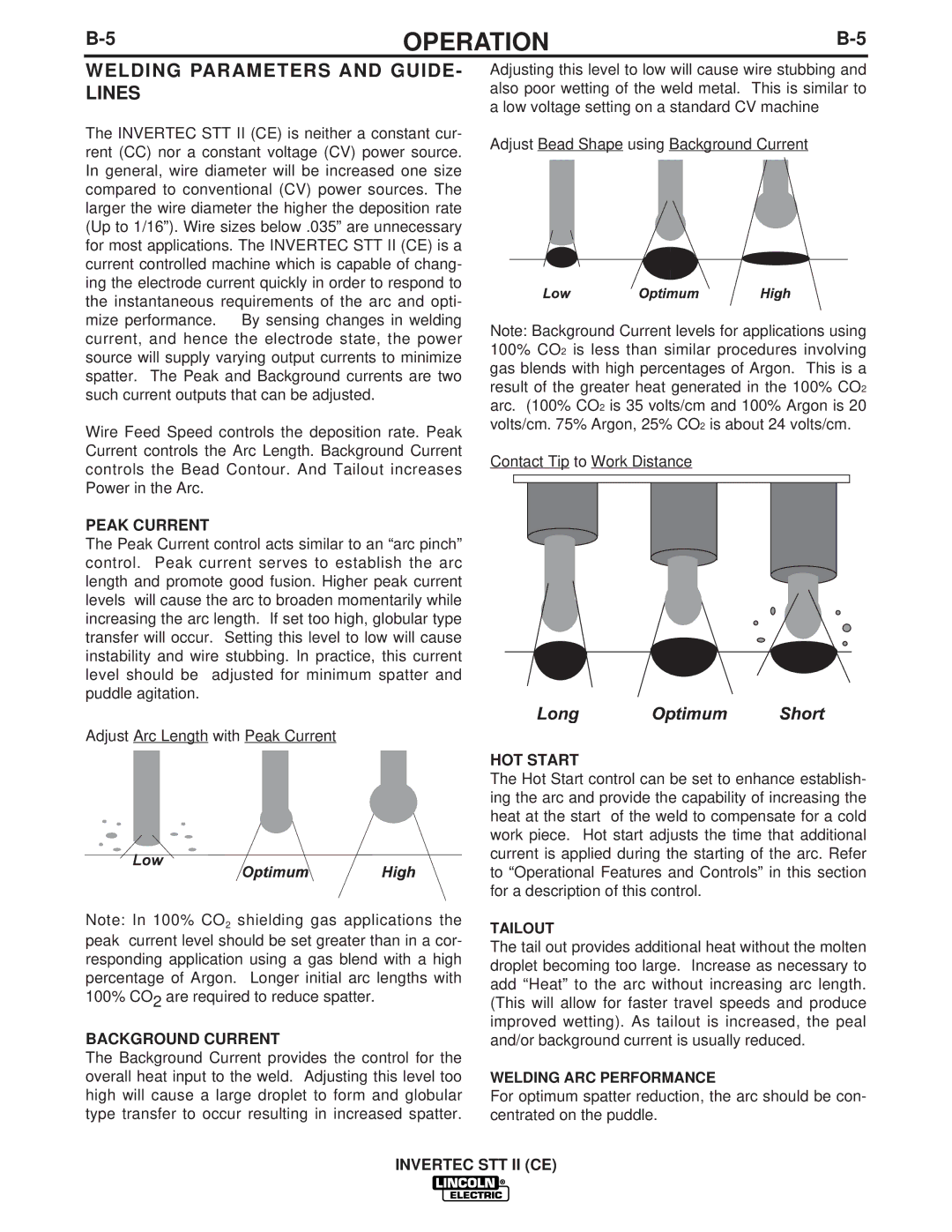
Adjust Arc Length with Peak Current
Note: In 100% CO2 shielding gas applications the peak current level should be set greater than in a cor- responding application using a gas blend with a high percentage of Argon. Longer initial arc lengths with 100% CO2 are required to reduce spatter.
BACKGROUND CURRENT
The Background Current provides the control for the overall heat input to the weld. Adjusting this level too high will cause a large droplet to form and globular type transfer to occur resulting in increased spatter.
Adjusting this level to low will cause wire stubbing and also poor wetting of the weld metal. This is similar to a low voltage setting on a standard CV machine
Adjust Bead Shape using Background Current
Note: Background Current levels for applications using 100% CO2 is less than similar procedures involving gas blends with high percentages of Argon. This is a result of the greater heat generated in the 100% CO2 arc. (100% CO2 is 35 volts/cm and 100% Argon is 20 volts/cm. 75% Argon, 25% CO2 is about 24 volts/cm.
Contact Tip to Work Distance
HOT START
The Hot Start control can be set to enhance establish- ing the arc and provide the capability of increasing the heat at the start of the weld to compensate for a cold work piece. Hot start adjusts the time that additional current is applied during the starting of the arc. Refer to “Operational Features and Controls” in this section for a description of this control.
TAILOUT
The tail out provides additional heat without the molten droplet becoming too large. Increase as necessary to add “Heat” to the arc without increasing arc length. (This will allow for faster travel speeds and produce improved wetting). As tailout is increased, the peal and/or background current is usually reduced.
WELDING ARC PERFORMANCE
For optimum spatter reduction, the arc should be con- centrated on the puddle.
INVERTEC STT II (CE)