OPERATION | ||
|
|
|
OPERATIONAL FEATURES AND CONTROLS
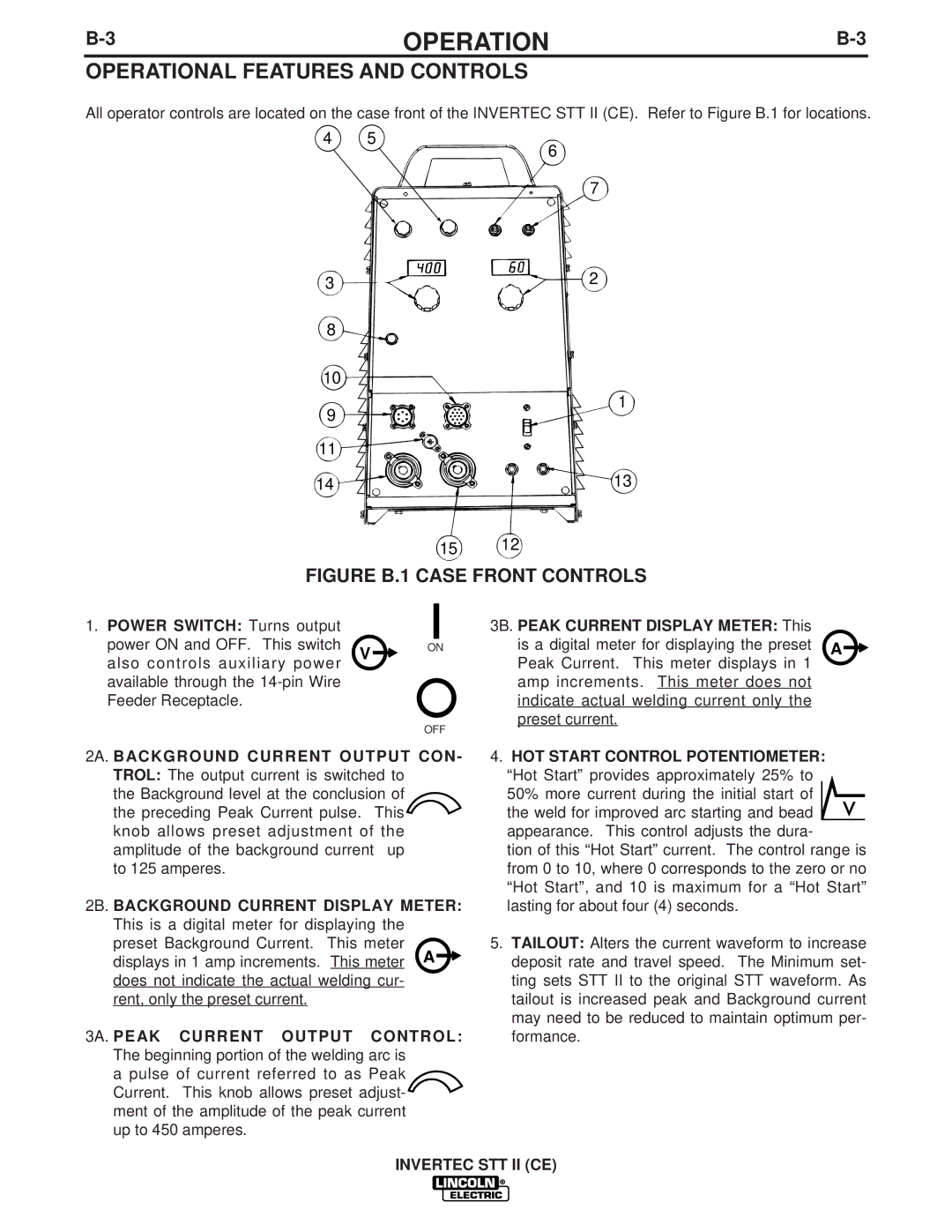
All operator controls are located on the case front of the INVERTEC STT II (CE). Refer to Figure B.1 for locations.
4 5
6
7
3 | 2 |
| |
8 |
|
10 |
|
9 | 1 |
| |
11 |
|
14 | 13 |
15 12
FIGURE B.1 CASE FRONT CONTROLS
1.POWER SWITCH: Turns output
power ON and OFF. This switch | V | ON |
also controls auxiliary power |
| |
|
| |
available through the |
|
|
Feeder Receptacle. |
|
|
|
| OFF |
2A. BACKGROUND CURRENT OUTPUT CON- TROL: The output current is switched to
the Background level at the conclusion of the preceding Peak Current pulse. This knob allows preset adjustment of the amplitude of the background current up to 125 amperes.
2B. BACKGROUND CURRENT DISPLAY METER: This is a digital meter for displaying the preset Background Current. This meter displays in 1 amp increments. This meter A does not indicate the actual welding cur-
rent, only the preset current.
3A. PEAK CURRENT OUTPUT CONTROL: The beginning portion of the welding arc is
a pulse of current referred to as Peak Current. This knob allows preset adjust- ment of the amplitude of the peak current up to 450 amperes.
3B. PEAK CURRENT DISPLAY METER: This
is a digital meter for displaying the preset A Peak Current. This meter displays in 1 amp increments. This meter does not indicate actual welding current only the preset current.
4.HOT START CONTROL POTENTIOMETER: “Hot Start” provides approximately 25% to 50% more current during the initial start of
the weld for improved arc starting and bead appearance. This control adjusts the dura-
tion of this “Hot Start” current. The control range is from 0 to 10, where 0 corresponds to the zero or no “Hot Start”, and 10 is maximum for a “Hot Start” lasting for about four (4) seconds.
5.TAILOUT: Alters the current waveform to increase deposit rate and travel speed. The Minimum set- ting sets STT II to the original STT waveform. As tailout is increased peak and Background current may need to be reduced to maintain optimum per- formance.
INVERTEC STT II (CE)