TROUBLESHOOTING | ||
|
|
|
| Observe Safety Guidelines detailed in the beginning of this manual. |
|
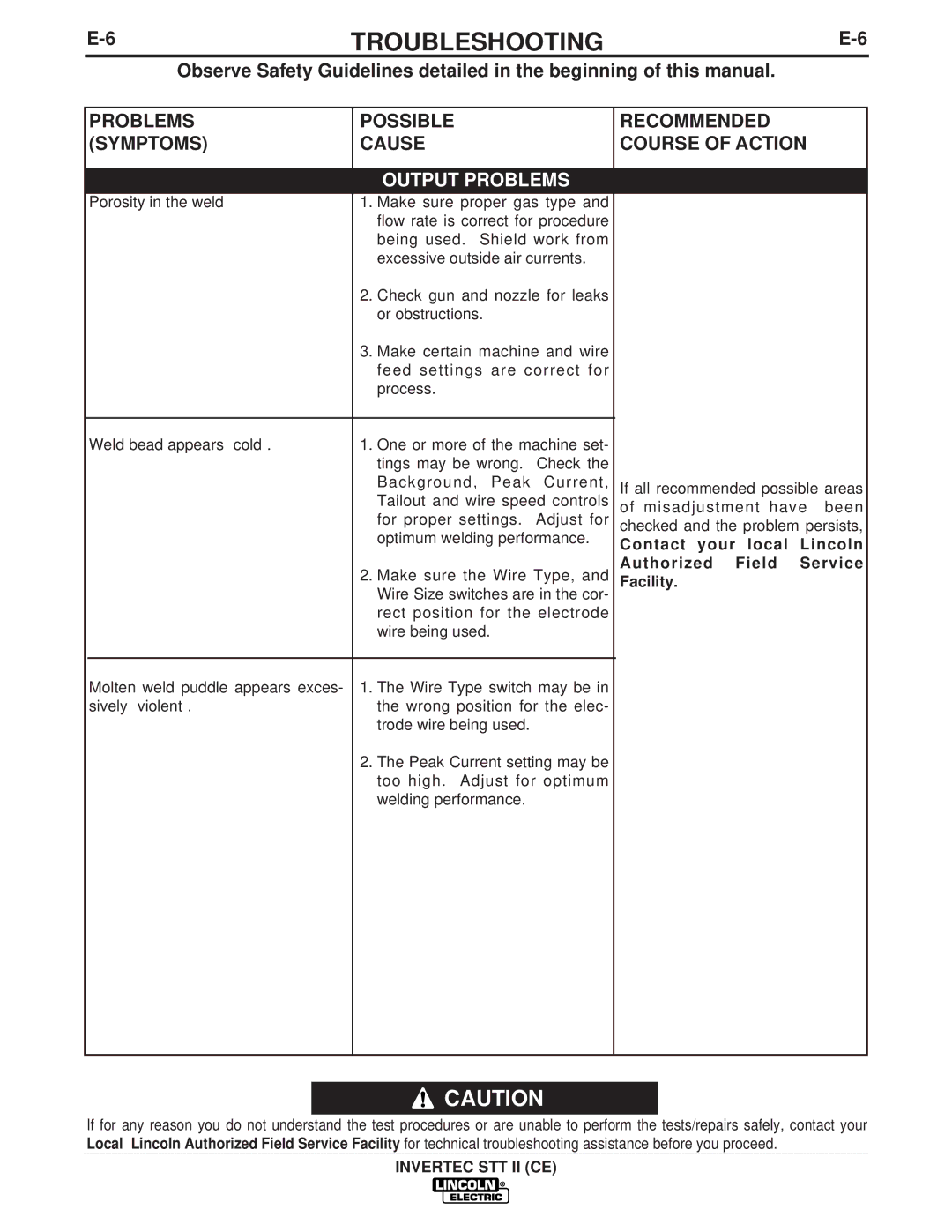
PROBLEMS (SYMPTOMS)
POSSIBLE
CAUSE
OUTPUT PROBLEMS
RECOMMENDED COURSE OF ACTION
| Porosity in the weld | 1. | Make sure proper gas type and |
|
|
|
| flow rate is correct for procedure |
|
|
|
| being used. Shield work from |
|
|
|
| excessive outside air currents. |
|
|
| 2. | Check gun and nozzle for leaks |
|
|
|
| or obstructions. |
|
|
| 3. | Make certain machine and wire |
|
|
|
| feed settings are correct for |
|
|
|
| process. |
|
|
|
|
|
|
| Weld bead appears “cold”. | 1. | One or more of the machine set- |
|
|
|
| tings may be wrong. Check the |
|
|
|
| Background, Peak Current, |
|
|
|
| Tailout and wire speed controls |
|
|
|
| for proper settings. Adjust for |
|
|
|
| optimum welding performance. |
|
|
| 2. Make sure the Wire Type, and |
| |
|
|
| Wire Size switches are in the cor- |
|
|
|
| rect position for the electrode |
|
|
|
| wire being used. |
|
|
|
|
|
|
| Molten weld puddle appears exces- | 1. | The Wire Type switch may be in |
|
| sively “violent”. |
| the wrong position for the elec- |
|
|
|
| trode wire being used. |
|
|
| 2. | The Peak Current setting may be |
|
|
|
| too high. Adjust for optimum |
|
|
|
| welding performance. |
|
|
|
|
|
|
If all recommended possible areas of misadjustment have been checked and the problem persists,
Contact your local Lincoln Authorized Field Service Facility.
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
INVERTEC STT II (CE)