OPERATION | ||
|
|
|
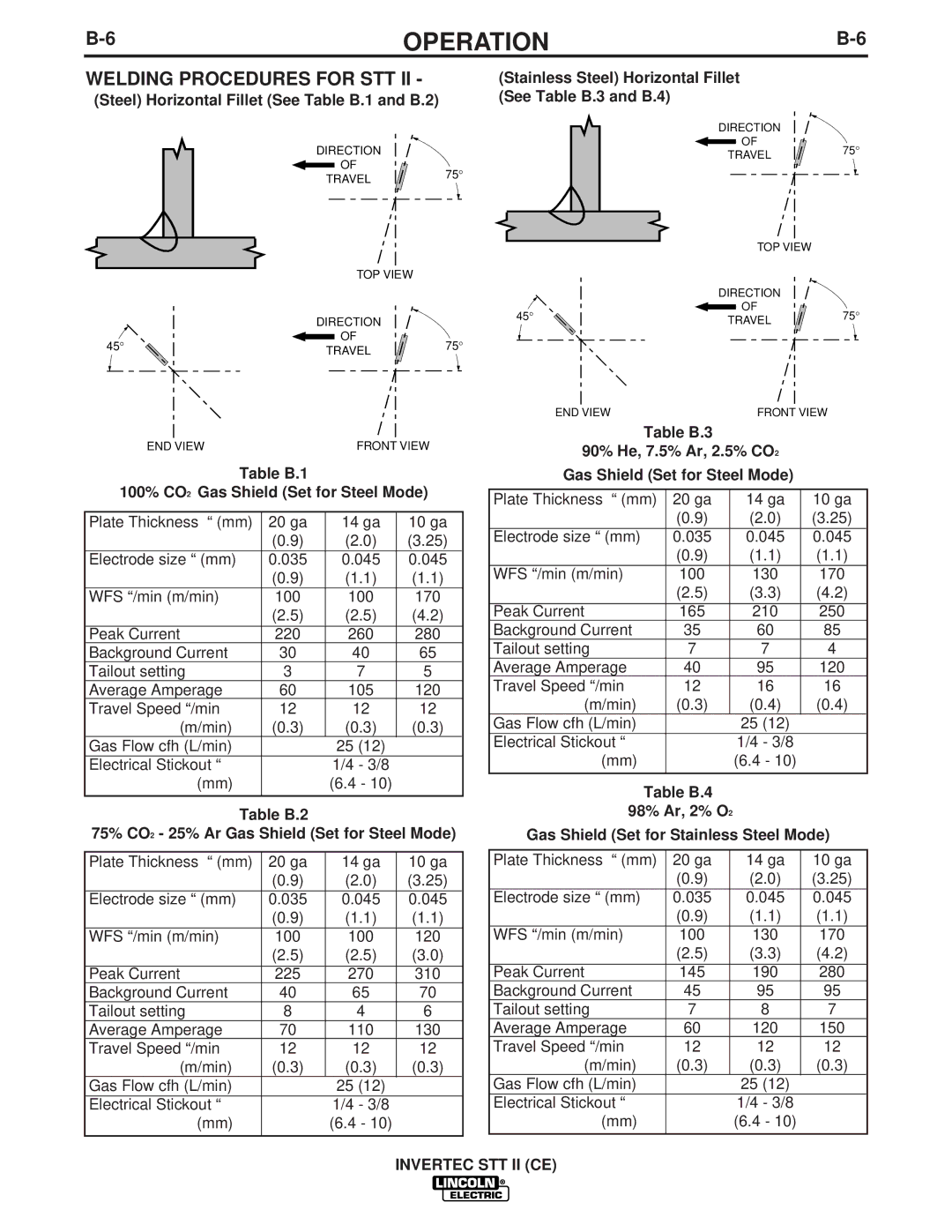
WELDING PROCEDURES FOR STT II -
(Steel) Horizontal Fillet (See Table B.1 and B.2)
DIRECTION |
| |
OF | 75° | |
TRAVEL | ||
|
| TOP VIEW |
| |
| DIRECTION |
| |
45° | OF | 75° | |
TRAVEL | |||
|
|
END VIEW |
| FRONT VIEW | |
Table B.1 |
|
| |
100% CO2 Gas Shield (Set for Steel Mode) | |||
|
|
|
|
Plate Thickness “ (mm) | 20 ga | 14 ga | 10 ga |
| (0.9) | (2.0) | (3.25) |
Electrode size “ (mm) | 0.035 | 0.045 | 0.045 |
| (0.9) | (1.1) | (1.1) |
WFS “/min (m/min) | 100 | 100 | 170 |
| (2.5) | (2.5) | (4.2) |
Peak Current | 220 | 260 | 280 |
Background Current | 30 | 40 | 65 |
Tailout setting | 3 | 7 | 5 |
Average Amperage | 60 | 105 | 120 |
Travel Speed “/min | 12 | 12 | 12 |
(m/min) | (0.3) | (0.3) | (0.3) |
Gas Flow cfh (L/min) |
| 25 (12) |
|
Electrical Stickout “ |
| 1/4 - 3/8 |
|
(mm) |
| (6.4 - 10) |
|
|
|
|
|
Table B.2
75% CO2 - 25% Ar Gas Shield (Set for Steel Mode)
Plate Thickness “ (mm) | 20 ga | 14 ga | 10 ga |
| (0.9) | (2.0) | (3.25) |
Electrode size “ (mm) | 0.035 | 0.045 | 0.045 |
| (0.9) | (1.1) | (1.1) |
WFS “/min (m/min) | 100 | 100 | 120 |
| (2.5) | (2.5) | (3.0) |
|
|
|
|
Peak Current | 225 | 270 | 310 |
Background Current | 40 | 65 | 70 |
Tailout setting | 8 | 4 | 6 |
Average Amperage | 70 | 110 | 130 |
Travel Speed “/min | 12 | 12 | 12 |
(m/min) | (0.3) | (0.3) | (0.3) |
Gas Flow cfh (L/min) |
| 25 (12) |
|
Electrical Stickout “ |
| 1/4 - 3/8 |
|
(mm) |
| (6.4 - 10) |
|
|
|
|
|
(Stainless Steel) Horizontal Fillet
(See Table B.3 and B.4)
DIRECTION |
| |
OF | 75° | |
TRAVEL | ||
|
| TOP VIEW |
| |
| DIRECTION |
| |
45° | OF | 75° | |
TRAVEL | |||
|
|
END VIEW |
| FRONT VIEW | |
Table B.3 |
|
| |
90% He, 7.5% Ar, 2.5% CO2 |
| ||
Gas Shield (Set for Steel Mode) |
| ||
|
|
|
|
Plate Thickness “ (mm) | 20 ga | 14 ga | 10 ga |
| (0.9) | (2.0) | (3.25) |
Electrode size “ (mm) | 0.035 | 0.045 | 0.045 |
| (0.9) | (1.1) | (1.1) |
WFS “/min (m/min) | 100 | 130 | 170 |
| (2.5) | (3.3) | (4.2) |
|
|
|
|
Peak Current | 165 | 210 | 250 |
Background Current | 35 | 60 | 85 |
Tailout setting | 7 | 7 | 4 |
Average Amperage | 40 | 95 | 120 |
Travel Speed “/min | 12 | 16 | 16 |
(m/min) | (0.3) | (0.4) | (0.4) |
Gas Flow cfh (L/min) |
| 25 (12) |
|
Electrical Stickout “ |
| 1/4 - 3/8 |
|
(mm) |
| (6.4 - 10) |
|
|
|
|
|
Table B.4
98% Ar, 2% O2
Gas Shield (Set for Stainless Steel Mode)
Plate Thickness “ (mm) | 20 ga | 14 ga | 10 ga |
| (0.9) | (2.0) | (3.25) |
Electrode size “ (mm) | 0.035 | 0.045 | 0.045 |
| (0.9) | (1.1) | (1.1) |
WFS “/min (m/min) | 100 | 130 | 170 |
| (2.5) | (3.3) | (4.2) |
|
|
|
|
Peak Current | 145 | 190 | 280 |
Background Current | 45 | 95 | 95 |
Tailout setting | 7 | 8 | 7 |
Average Amperage | 60 | 120 | 150 |
Travel Speed “/min | 12 | 12 | 12 |
(m/min) | (0.3) | (0.3) | (0.3) |
Gas Flow cfh (L/min) |
| 25 (12) |
|
Electrical Stickout “ |
| 1/4 - 3/8 |
|
(mm) |
| (6.4 - 10) |
|
|
|
|
|
INVERTEC STT II (CE)