OPERATION | ||
|
|
|
1
2
3
4
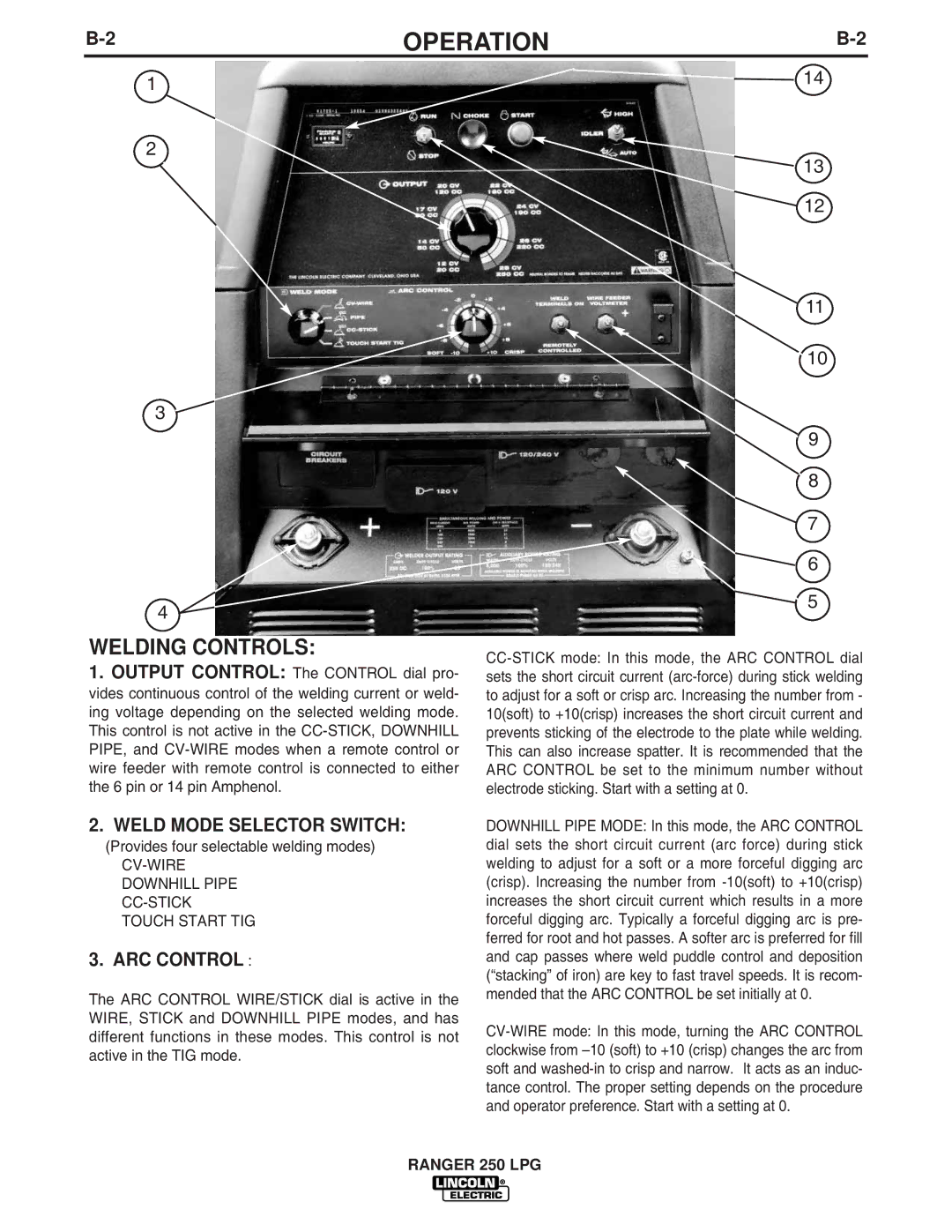
WELDING CONTROLS:
1.OUTPUT CONTROL: The CONTROL dial pro- vides continuous control of the welding current or weld- ing voltage depending on the selected welding mode. This control is not active in the
2.WELD MODE SELECTOR SWITCH:
(Provides four selectable welding modes)
3.ARC CONTROL :
The ARC CONTROL WIRE/STICK dial is active in the WIRE, STICK and DOWNHILL PIPE modes, and has different functions in these modes. This control is not active in the TIG mode.
![]() 14
14
![]() 13
13
![]() 12
12
11
10
9
8
7
6
5
DOWNHILL PIPE MODE: In this mode, the ARC CONTROL dial sets the short circuit current (arc force) during stick welding to adjust for a soft or a more forceful digging arc (crisp). Increasing the number from
RANGER 250 LPG