OPERATION |
Once the arc is started, normal welding technique for the application is then used.
NOTE: With the VRD switch in the “ON” position there is no output in the DOWNHILL PIPE mode. For indicator light operation, see table B.1.
For other electrodes the above techniques should be | TIG WELDING |
|
| |||||||||
tried first and varied as needed to suit operator prefer- |
|
|
|
|
| |||||||
ence. The goal for successful starting is good metal to | The TOUCH START TIG setting of the MODE switch is for | |||||||||||
metal contact. |
|
|
|
| ||||||||
|
|
|
| DC TIG (Tungsten Inert Gas) welding. To initiate a weld, | ||||||||
|
|
|
|
|
|
| ||||||
For indicator light operation, see table B.1. |
|
| the OUTPUT CONTROL dial is first set to the desired cur- | |||||||||
|
| rent and the tungsten is touched to the work. During the | ||||||||||
|
|
|
|
|
|
| ||||||
DOWNHILL PIPE Welding |
|
|
| time the tungsten is touching the work there is very little | ||||||||
|
|
| voltage or current and, in general, no tungsten contamina- | |||||||||
|
|
|
|
|
|
| ||||||
This slope controlled setting is intended for | tion. Then, the tungsten is gently lifted off the work in a | |||||||||||
rocking motion, which establishes the arc. | ||||||||||||
tion" and "down hill" pipe welding where the operator | ||||||||||||
When in the TOUCH START TIG mode and when a | ||||||||||||
would like to control the current level by changing the arc | ||||||||||||
Amptrol is connected to the | ||||||||||||
length. |
|
|
|
|
| |||||||
|
|
|
|
| PUT CONTROL dial is used to set the maximum cur- | |||||||
|
|
|
|
|
|
| ||||||
The OUTPUT CONTROL dial adjusts the full output range | rent range of the current control of the Amptrol. | |||||||||||
|
|
|
|
| ||||||||
for pipe welding. |
|
|
|
| The ARC CONTROL is not active in the TIG mode. To | |||||||
|
|
|
|
|
|
| ||||||
The ARC CONTROL dial sets the short circuit current | STOP a weld, simply pull the TIG torch away from the | |||||||||||
work. When the arc voltage reaches approximately 30 | ||||||||||||
Volts the arc will go out and the machine will reset the | ||||||||||||
forceful digging arc (crisp). Increasing the number from - | ||||||||||||
current to the Touch Start level. | ||||||||||||
10(soft) to +10(crisp) increases the short circuit current | ||||||||||||
To reinitiate the arc, retouch the tungsten to the work | ||||||||||||
which results in a more forceful digging arc.Typically a | ||||||||||||
and lift. Alternatively, the weld can be stopped by | ||||||||||||
forceful digging arc is preferred for root and hot passes. A | ||||||||||||
releasing the Amptrol or arc start switch. | ||||||||||||
softer arc is preferred for fill and cap passes where weld | ||||||||||||
|
|
|
|
| ||||||||
puddle control and deposition (“stacking” of iron) are key | The VANTAGE® 300 can be used in a wide variety of | |||||||||||
to fast travel speeds. This can also increase spatter. |
| |||||||||||
| DC TIG welding applications. In general the ‘Touch | |||||||||||
It is recommended that the ARC CONTROL be set to the | ||||||||||||
Start’ feature allows contamination free starting without | ||||||||||||
minimum number without electrode sticking. Start with the | the use of a | |||||||||||
dial set at 0. |
|
|
|
| TIG Module can be used with the VANTAGE® 300. | |||||||
|
|
|
|
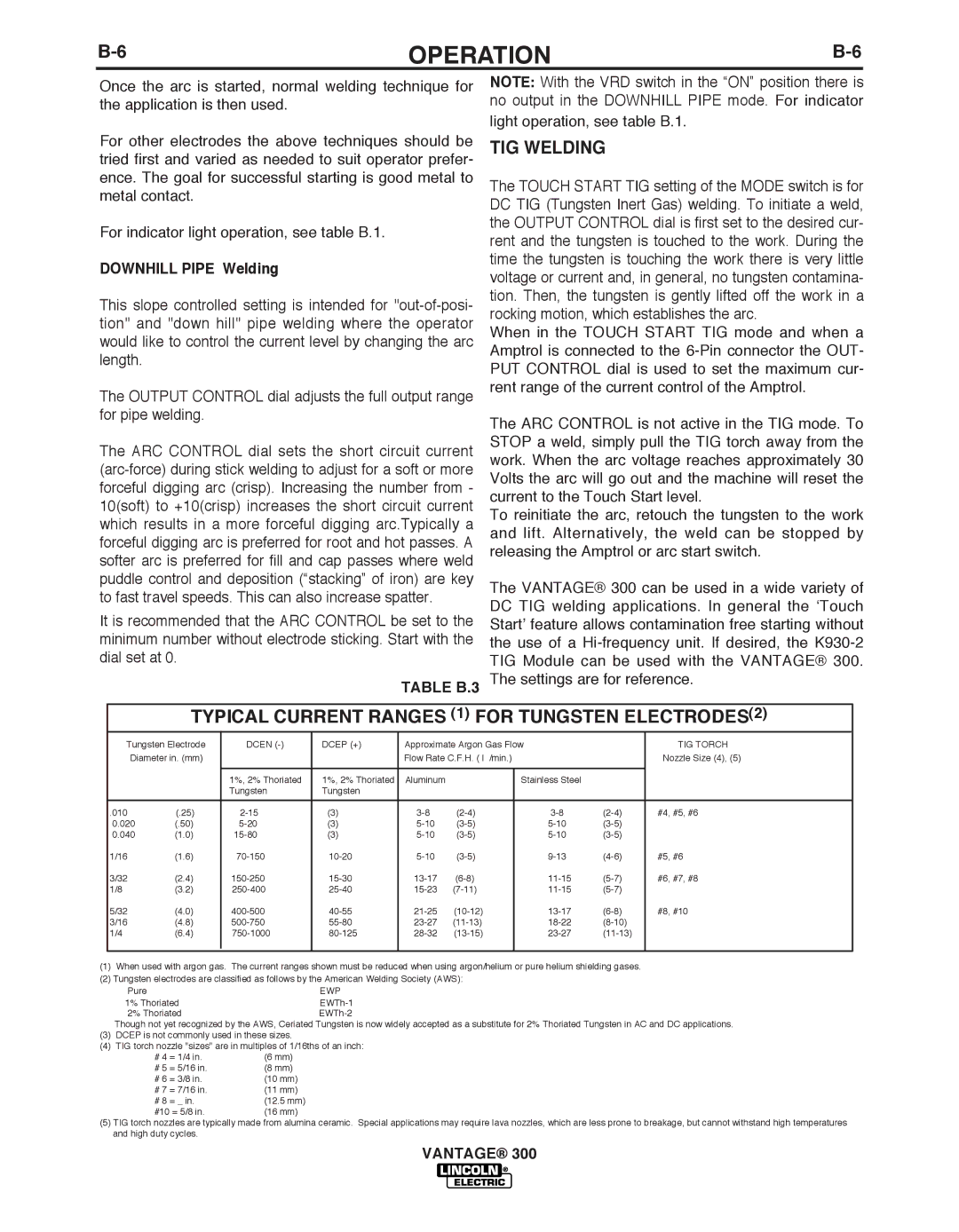
| TAbLE b.3 | The settings are for reference. | ||||||
|
|
|
|
|
|
|
|
| ||||
|
| TYPICAL CURRENT RANGES (1) FOR TUNGSTEN ELECTRODES(2) |
| |||||||||
| Tungsten Electrode | DCEN | DCEP (+) | Approximate Argon Gas Flow |
| TIG TORCH |
| |||||
| Diameter in. (mm) |
|
| Flow Rate C.F.H. ( l /min.) |
| Nozzle Size (4), (5) |
| |||||
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
| 1%, 2% Thoriated | 1%, 2% Thoriated | Aluminum |
|
| Stainless Steel |
|
|
| |
|
|
| Tungsten | Tungsten |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
| .010 | (.25) | (3) |
| #4, #5, #6 |
| ||||||
| 0.020 | (.50) | (3) |
|
|
| ||||||
| 0.040 | (1.0) | (3) |
|
|
| ||||||
| 1/16 | (1.6) |
| #5, #6 |
| |||||||
| 3/32 | (2.4) |
| #6, #7, #8 |
| |||||||
| 1/8 | (3.2) |
|
|
| |||||||
| 5/32 | (4.0) |
| #8, #10 |
| |||||||
| 3/16 | (4.8) |
|
|
| |||||||
| 1/4 | (6.4) |
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
| |
(1)When used with argon gas. The current ranges shown must be reduced when using argon/helium or pure helium shielding gases.
(2)Tungsten electrodes are classified as follows by the American Welding Society (AWS):
Pure | EWP |
1% Thoriated | |
2% Thoriated |
Though not yet recognized by the AWS, Ceriated Tungsten is now widely accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
(3)DCEP is not commonly used in these sizes.
(4)TIG torch nozzle "sizes" are in multiples of 1/16ths of an inch:
# 4 = 1/4 in. | (6 mm) | |
# 5 | = 5/16 in. | (8 mm) |
# 6 | = 3/8 in. | (10 mm) |
# 7 | = 7/16 in. | (11 mm) |
# 8 | = _ in. | (12.5 mm) |
#10 = 5/8 in. | (16 mm) | |
(5)TIG torch nozzles are typically made from alumina ceramic. Special applications may require lava nozzles, which are less prone to breakage, but cannot withstand high temperatures and high duty cycles.