|
| OPERATION |
| ||
| |||||
|
|
|
|
|
|
●No external shielding gas is required when used with Lincoln Innershield .035” (0,9 mm)
●Spindle accommodates both 8 in. (200 mm) diame- ter and 4 in. (100 mm) diameter spools of wire.
●Accepts optional Spot/Stitch Timer Kit.
WELDING CAPABILITY
The SP
LIMITATIONS
Arc Gouging cannot be performed with the SP
CONTROLS AND SETTINGS
Refer to Figures B.1a,
B.1b and B.1c.
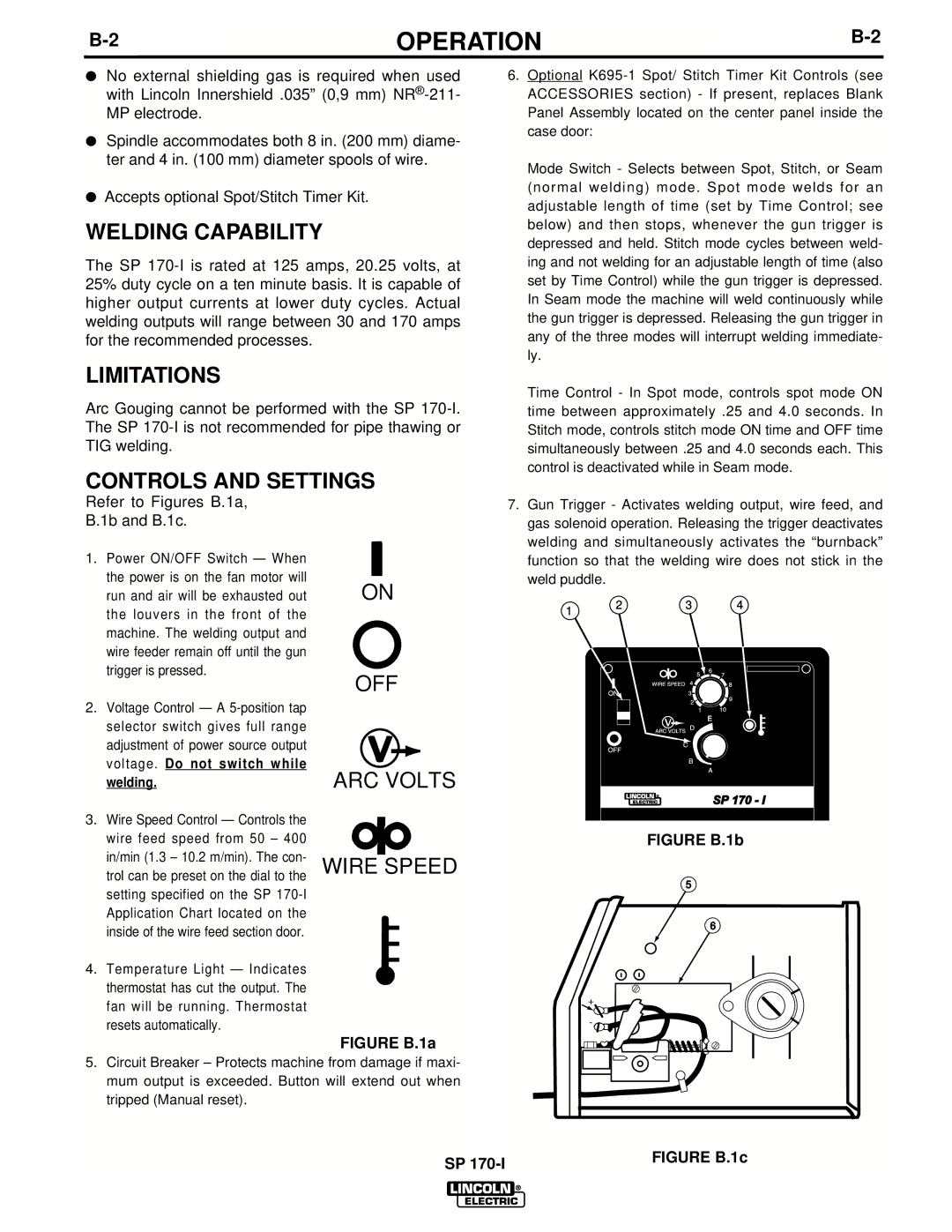
1.Power ON/OFF Switch — When the power is on the fan motor will
run and air will be exhausted out | ON |
the louvers in the front of the |
|
machine. The welding output and |
|
wire feeder remain off until the gun |
|
trigger is pressed. |
|
OFF
2.Voltage Control — A
6.Optional
Mode Switch - Selects between Spot, Stitch, or Seam (normal welding) mode. Spot mode welds for an adjustable length of time (set by Time Control; see below) and then stops, whenever the gun trigger is depressed and held. Stitch mode cycles between weld- ing and not welding for an adjustable length of time (also set by Time Control) while the gun trigger is depressed. In Seam mode the machine will weld continuously while the gun trigger is depressed. Releasing the gun trigger in any of the three modes will interrupt welding immediate- ly.
Time Control - In Spot mode, controls spot mode ON time between approximately .25 and 4.0 seconds. In Stitch mode, controls stitch mode ON time and OFF time simultaneously between .25 and 4.0 seconds each. This control is deactivated while in Seam mode.
7.Gun Trigger - Activates welding output, wire feed, and gas solenoid operation. Releasing the trigger deactivates welding and simultaneously activates the “burnback” function so that the welding wire does not stick in the weld puddle.
1 | 2 | 3 | 4 |
|
|
|
E
welding.
3.Wire Speed Control — Controls the wire feed speed from 50 – 400 in/min (1.3 – 10.2 m/min). The con- trol can be preset on the dial to the setting specified on the SP
4.Temperature Light — Indicates thermostat has cut the output. The fan will be running. Thermostat resets automatically.
ARC VOLTS
WIRE SPEED
FIGURE B.1a
SP 170 - I
FIGURE B.1b
5
6
+
-
5.Circuit Breaker – Protects machine from damage if maxi- mum output is exceeded. Button will extend out when tripped (Manual reset).
|
|
|
|
|
| FIGURE B.1c |
SP |
| |||||
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|