5-10. Flowmeter (Optional)
CAUTION |
Wire feeding system is designed for maximum of 50 psi (345 kPa) gas pressure.
•Be sure that regulator/flowmeter has preset conditions of no more than 50 psi (345 kPa) gas pressure.
CFH
Ar CO2
60 ![]()
![]() 60
60
50 ![]()
![]() 50
50
40 ![]()
![]() 40
40
30 ![]()
![]() 30
30
20 ![]()
![]() 20
20
10 ![]()
![]() 10
10
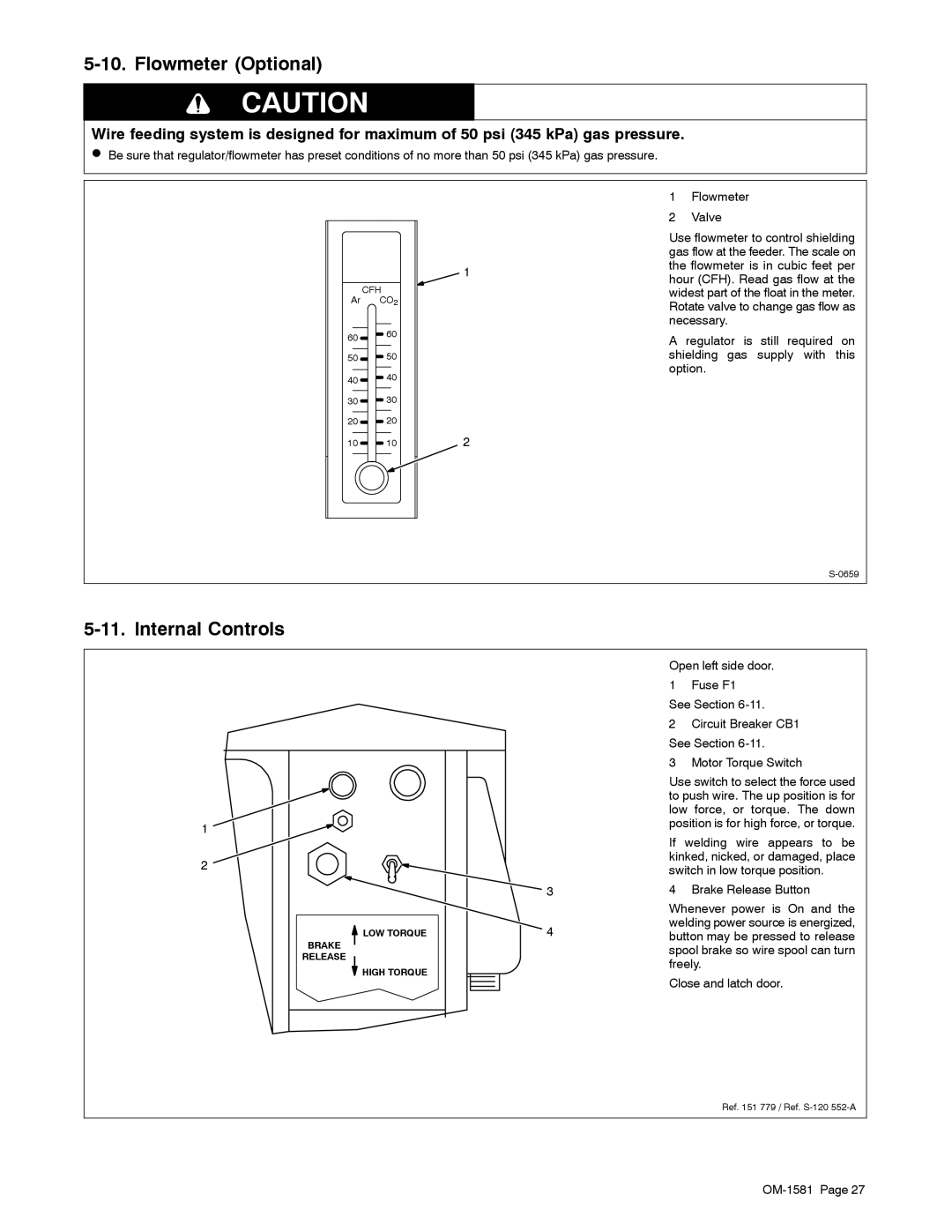
1Flowmeter
2Valve
Use flowmeter to control shielding gas flow at the feeder. The scale on the flowmeter is in cubic feet per hour (CFH). Read gas flow at the widest part of the float in the meter. Rotate valve to change gas flow as necessary.
A regulator is still required on shielding gas supply with this option.
5-11. Internal Controls
1
2
|
| Open left side door. | ||
|
| 1 | Fuse F1 | |
|
| See Section | ||
|
| 2 | Circuit Breaker CB1 | |
|
| See Section | ||
|
| 3 | Motor Torque Switch | |
|
| Use switch to select the force used | ||
|
| to push wire. The up position is for | ||
|
| low force, or torque. The down | ||
|
| position is for high force, or torque. | ||
|
| If welding wire appears to be | ||
|
| kinked, nicked, or damaged, place | ||
|
| switch in low torque position. | ||
| 3 | 4 | Brake Release Button | |
|
| Whenever power is On and the | ||
LOW TORQUE | 4 | welding power source is energized, | ||
button may be pressed to release | ||||
BRAKE |
| |||
| spool brake so wire spool can turn | |||
RELEASE |
| |||
| freely. | |||
HIGH TORQUE |
| |||
| Close and latch door. | |||
|
| |||
Ref. 151 779 / Ref.