3.The cutterhead guard must be in place and operating properly (except when rabbeting).
4.Infeed table set for desired depth of cut.
5.Stand away from the cutterhead and turn the machine on for a few moments. Listen for any odd noises, rubbings, vibrations, etc. Correct such problems before attempting operations on the jointer.
6.Carefully check your workpiece for knots, holes, staples or any foreign material that might damage knives or pose a risk of kickback. Also check the workpiece for grain orientation.
Hand Placement
At the start of the cut, the left hand holds the workpiece firmly against the infeed table and fence while the right hand pushes the workpiece in a smooth, even motion toward the cutterhead. After the cut is under way, the new surface rests firmly on the outfeed table. The left hand is transferred to the outfeed side and presses down on this part of the workpiece, at the same time maintaining flat contact with the fence. The right hand presses the workpiece forward and before the right hand reaches the cutterhead it should be moved to the work on the outfeed table. Never pass hands directly over the cutterhead.
Surfacing
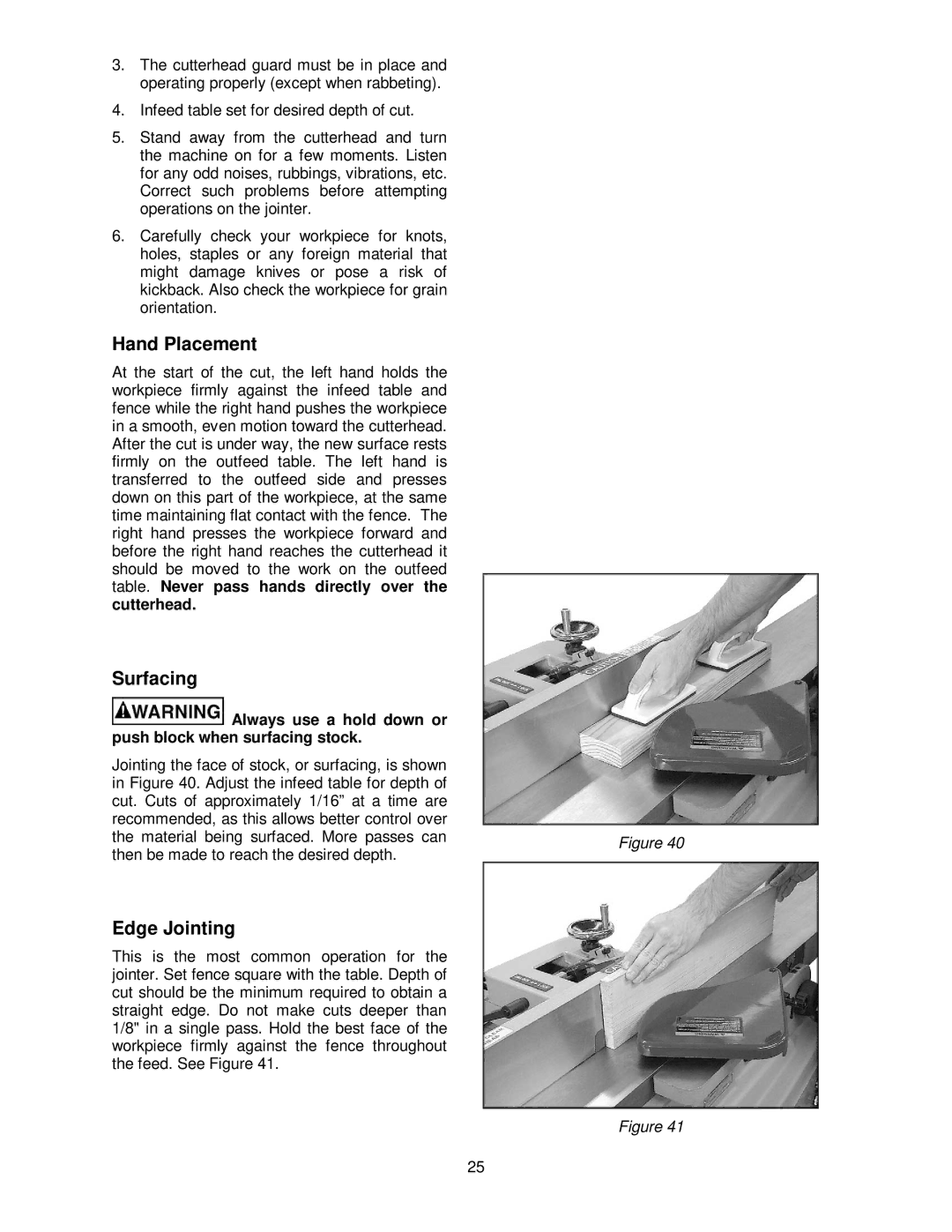
 Always use a hold down or push block when surfacing stock.
Always use a hold down or push block when surfacing stock.
Jointing the face of stock, or surfacing, is shown in Figure 40. Adjust the infeed table for depth of cut. Cuts of approximately 1/16” at a time are recommended, as this allows better control over the material being surfaced. More passes can then be made to reach the desired depth.
Edge Jointing
This is the most common operation for the jointer. Set fence square with the table. Depth of cut should be the minimum required to obtain a straight edge. Do not make cuts deeper than 1/8" in a single pass. Hold the best face of the workpiece firmly against the fence throughout the feed. See Figure 41.
Figure 40
Figure 41
25