The Hook type blade has larger teeth and gullets and a positive rake angle for more aggressive, faster cutting when resawing or ripping thick stock, especially hardwoods.
Figure 47 – Blade Tooth Shape
Set
The term “set” refers to the way in which the saw teeth are bent or positioned. Bending the teeth creates a kerf that is wider than the back of the blade. This helps the operator more easily pivot a workpiece through curve cuts, and decreases friction between blade and workpiece on straight cuts.
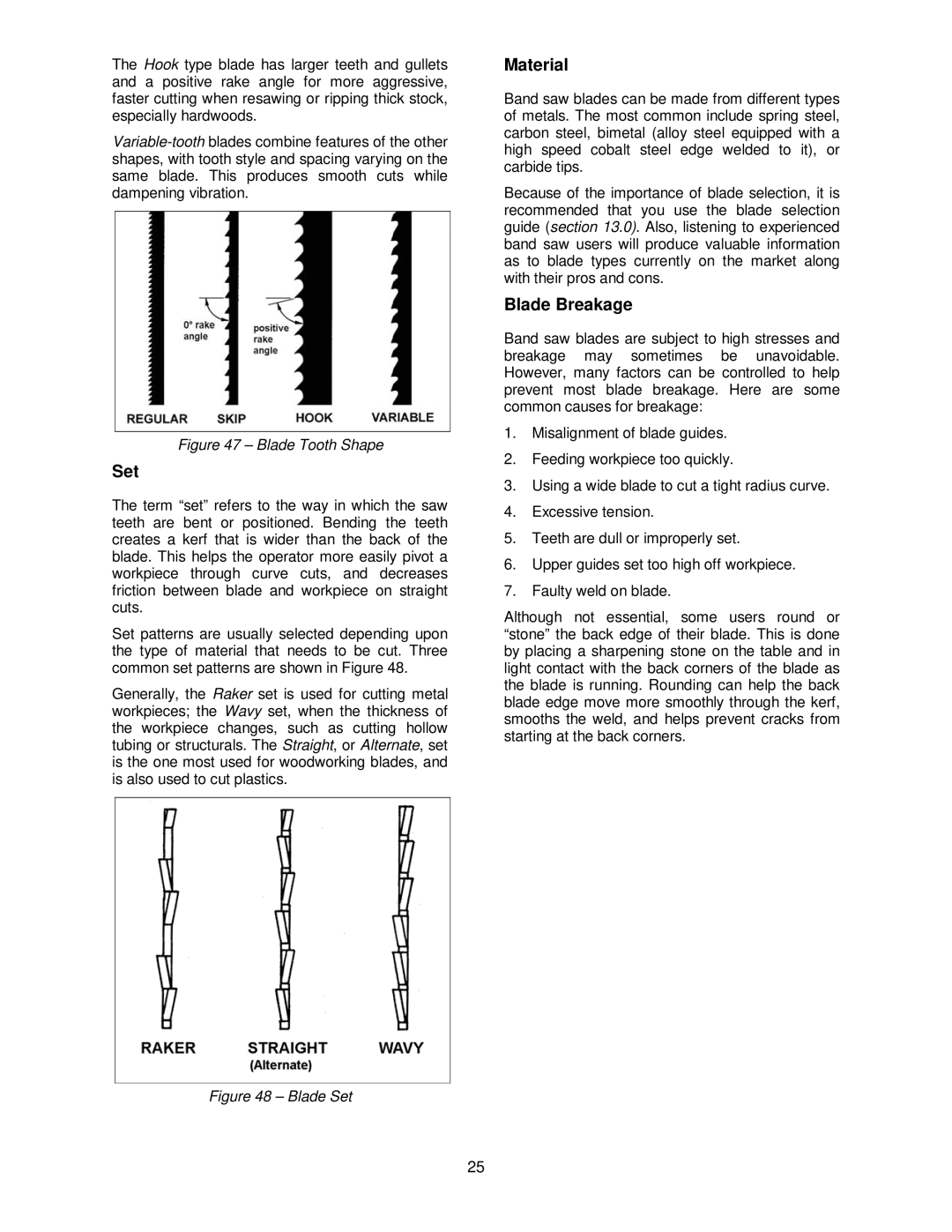
Set patterns are usually selected depending upon the type of material that needs to be cut. Three common set patterns are shown in Figure 48.
Generally, the Raker set is used for cutting metal workpieces; the Wavy set, when the thickness of the workpiece changes, such as cutting hollow tubing or structurals. The Straight, or Alternate, set is the one most used for woodworking blades, and is also used to cut plastics.
Figure 48 – Blade Set
Material
Band saw blades can be made from different types of metals. The most common include spring steel, carbon steel, bimetal (alloy steel equipped with a high speed cobalt steel edge welded to it), or carbide tips.
Because of the importance of blade selection, it is recommended that you use the blade selection guide (section 13.0). Also, listening to experienced band saw users will produce valuable information as to blade types currently on the market along with their pros and cons.
Blade Breakage
Band saw blades are subject to high stresses and breakage may sometimes be unavoidable. However, many factors can be controlled to help prevent most blade breakage. Here are some common causes for breakage:
1.Misalignment of blade guides.
2.Feeding workpiece too quickly.
3.Using a wide blade to cut a tight radius curve.
4.Excessive tension.
5.Teeth are dull or improperly set.
6.Upper guides set too high off workpiece.
7.Faulty weld on blade.
Although not essential, some users round or “stone” the back edge of their blade. This is done by placing a sharpening stone on the table and in light contact with the back corners of the blade as the blade is running. Rounding can help the back blade edge move more smoothly through the kerf, smooths the weld, and helps prevent cracks from starting at the back corners.
25