CRANKCASE AND END COVERS
Check for cracks or broken lugs in crankcase and end covers. Also check their oil passages to make sure they are open and clean.
If an oil seal ring is used in the end cover, check fit of ring in ring groove. There should be 0.008 in. to 0.015 in. clearance at the gap when placed in the end bore of the crankshaft. If the oil ring is worn thin or is damaged, it should be replaced. Inspect oil ring groove in end cover; if groove is worn excessively replace end cover or machine groove for next oversize oil seal ring.
If the crankshaft main bearings are installed in the end cover, check for excessive wear and flat spots and replace if necessary.
CYLINDER BLOCK
Check for cracks or broken lugs on cylinder block. Also check unloader bore bushings to be sure they are not worn, rusted or damaged. If these bushings are to be replaced they can be removed by running a 1/8 in. pipe thread tap inside the bushing, then inserting a 1/8 in. pipe threaded rod and pulling the bushing straight up and out. Do not use an
INLET VALVES AND SEATS
If inlet valves are grooved or worn where they contact the seat, they should be replaced. If the inlet valve seats are worn or damaged so they cannot be reclaimed by facing, they should be replaced.
CYLINDER BORES
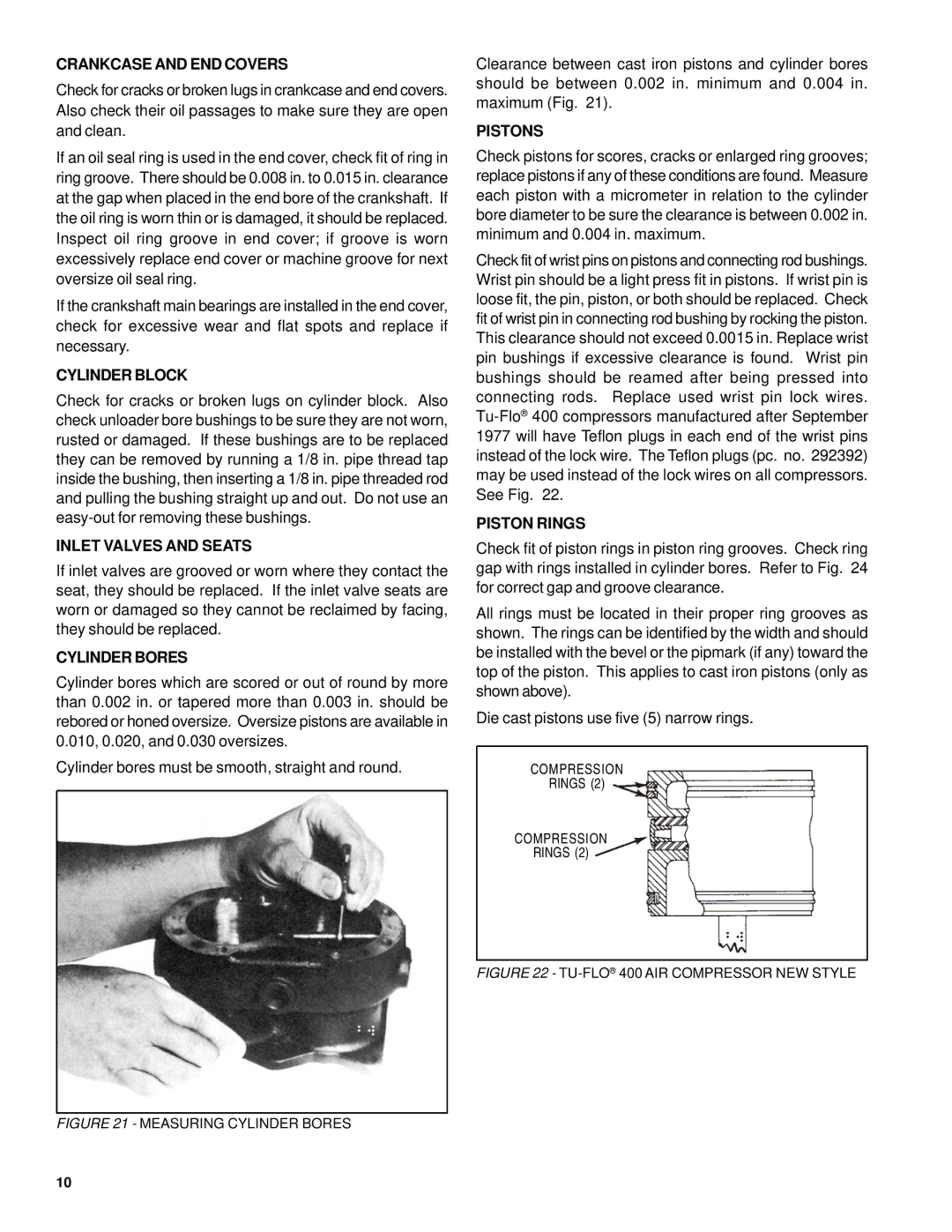
Cylinder bores which are scored or out of round by more than 0.002 in. or tapered more than 0.003 in. should be rebored or honed oversize. Oversize pistons are available in 0.010, 0.020, and 0.030 oversizes.
Cylinder bores must be smooth, straight and round.
FIGURE 21 - MEASURING CYLINDER BORES
10
Clearance between cast iron pistons and cylinder bores should be between 0.002 in. minimum and 0.004 in. maximum (Fig. 21).
PISTONS
Check pistons for scores, cracks or enlarged ring grooves; replace pistons if any of these conditions are found. Measure each piston with a micrometer in relation to the cylinder bore diameter to be sure the clearance is between 0.002 in. minimum and 0.004 in. maximum.
Check fit of wrist pins on pistons and connecting rod bushings. Wrist pin should be a light press fit in pistons. If wrist pin is loose fit, the pin, piston, or both should be replaced. Check fit of wrist pin in connecting rod bushing by rocking the piston. This clearance should not exceed 0.0015 in. Replace wrist pin bushings if excessive clearance is found. Wrist pin bushings should be reamed after being pressed into connecting rods. Replace used wrist pin lock wires.
PISTON RINGS
Check fit of piston rings in piston ring grooves. Check ring gap with rings installed in cylinder bores. Refer to Fig. 24 for correct gap and groove clearance.
All rings must be located in their proper ring grooves as shown. The rings can be identified by the width and should be installed with the bevel or the pipmark (if any) toward the top of the piston. This applies to cast iron pistons (only as shown above).
Die cast pistons use five (5) narrow rings.
COMPRESSION
RINGS (2)
COMPRESSION
RINGS (2)