Contents
Page
General Safety
Table of Contents
Fumes and Gases can be hazardous to your health
Fume and Gas Safety
Arc Ray Safety
Safety
Welding Welding Tips Maintenance
Electrical Safety
Fire Safety
Safety Setup
Welder use and care
Maintenance
Extension Cords
Tips Maintenance
Symbology
Grounded Welders
To Prevent Serious Injury from Accidental Operation
Cover Assembly
Specifications
Setup
Setup Basic Welding
Wire Spool Installation
Spindle
Hold Wire
Basic Welding Welding Tips Maintenance
Back into the Gun
Wire Liner may come out with the welding
Wire, this is normal, just push the Wire Liner
Gun Welding Wire For technical questions, please call
Gun Nozzle Contact Tip
Setup Basic Welding Welding Tips Maintenance
Incrementally Increase tension Until Wire bends
Turn the Welder to OFF
To Prevent Serious Injury
Basic Welding
To Prevent Serious INJURY, Fire and Burns
Control Panel Layout
Safety Setup Basic Welding Welding Tips Maintenance
Gun Concrete slab
Weld Settings Chart
Wire size and material thickness
Duty Cycle Duration of Use
Welding
Setting Up The Weld
Basic Welding Technique
Safety
Hold GUN Clear
Up to 2 minutes welding At rated output
Strike Test
Cleaning the Weld
Welding Tips
To Correct
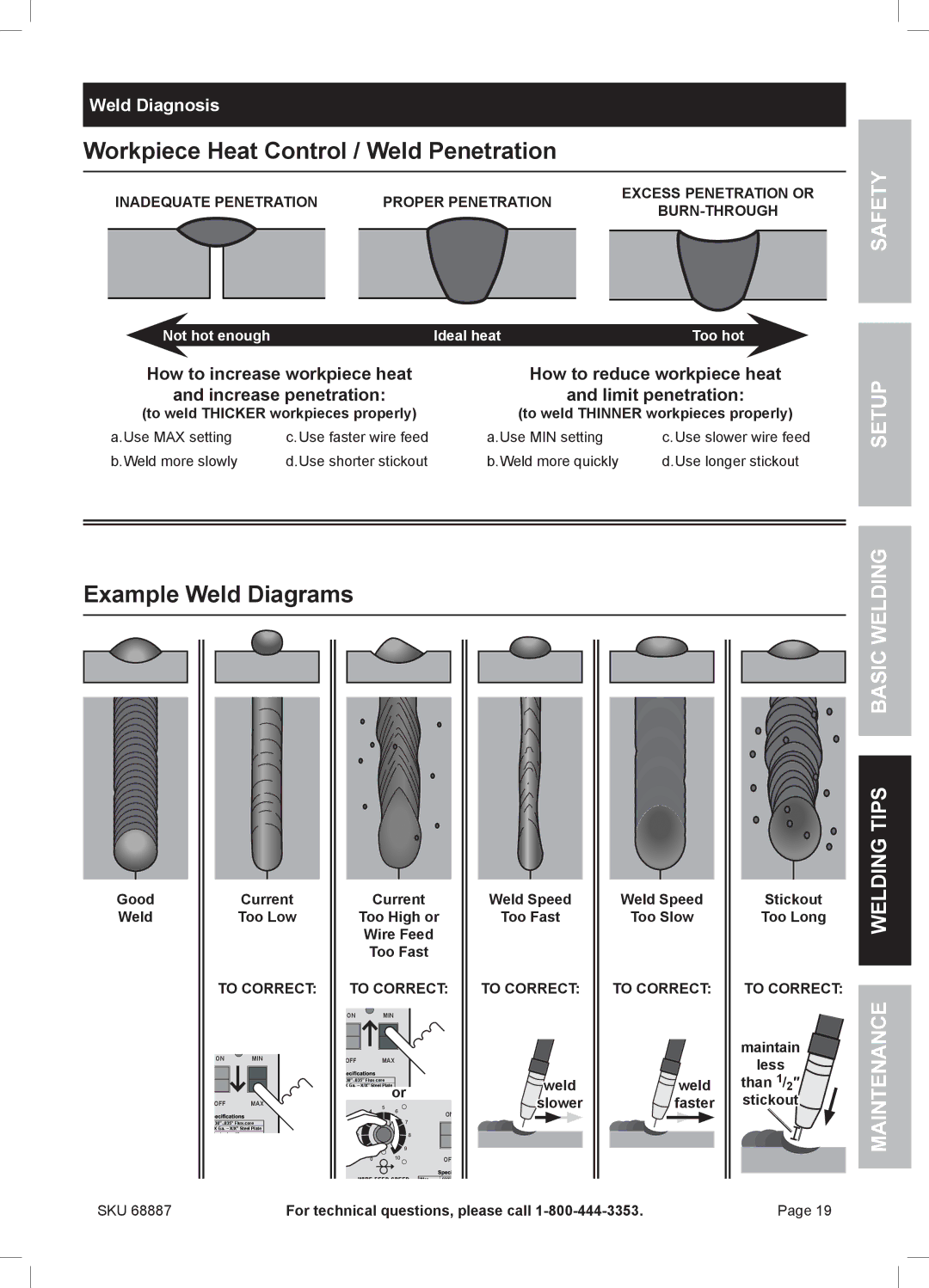
Example Weld Diagrams
Workpiece Heat Control / Weld Penetration
Weld Diagnosis
Weld Not Adhering Properly
Weld Problems
Possible Causes and Solutions
Penetration Workpiece Heat Control
Excessive Spatter
Coat of Slag Over Weld
Porosity
Crooked/Wavy Bead
Fire and Burns
Nozzle Inspection, Cleaning, and Replacement
Safety Setup Basic
Maintenance
Nozzle Contact Tip Gun
Contact Tip Inspection, Cleaning, and Replacement
Troubleshooting
Wire Feed Motor Runs But Wire Does Not Feed Properly
Wire Creates a Bird’s Nest During Operation
Wire Feeds, But Arc Does Not Ignite
Welding Arc Not Stable
Troubleshooting
Power Switch Does Not Light When Switched On
Weak Arc Strength
Parts List
Wiring Schematic
Parts Lists and Diagrams
Record Product’s Serial Number Here
Assembly Diagram Part 9 Detail
Mission Oaks Blvd. PO Box 6009 Camarillo, CA 93011 800
Limited 90 Day Warranty