SAFETY
Welding Tips
A good way to test welding technique is to examine a weld’s appearance after it has cooled and the slag has been removed.
Then, better welding can be learned by adjusting your weld technique to remedy any problems found.
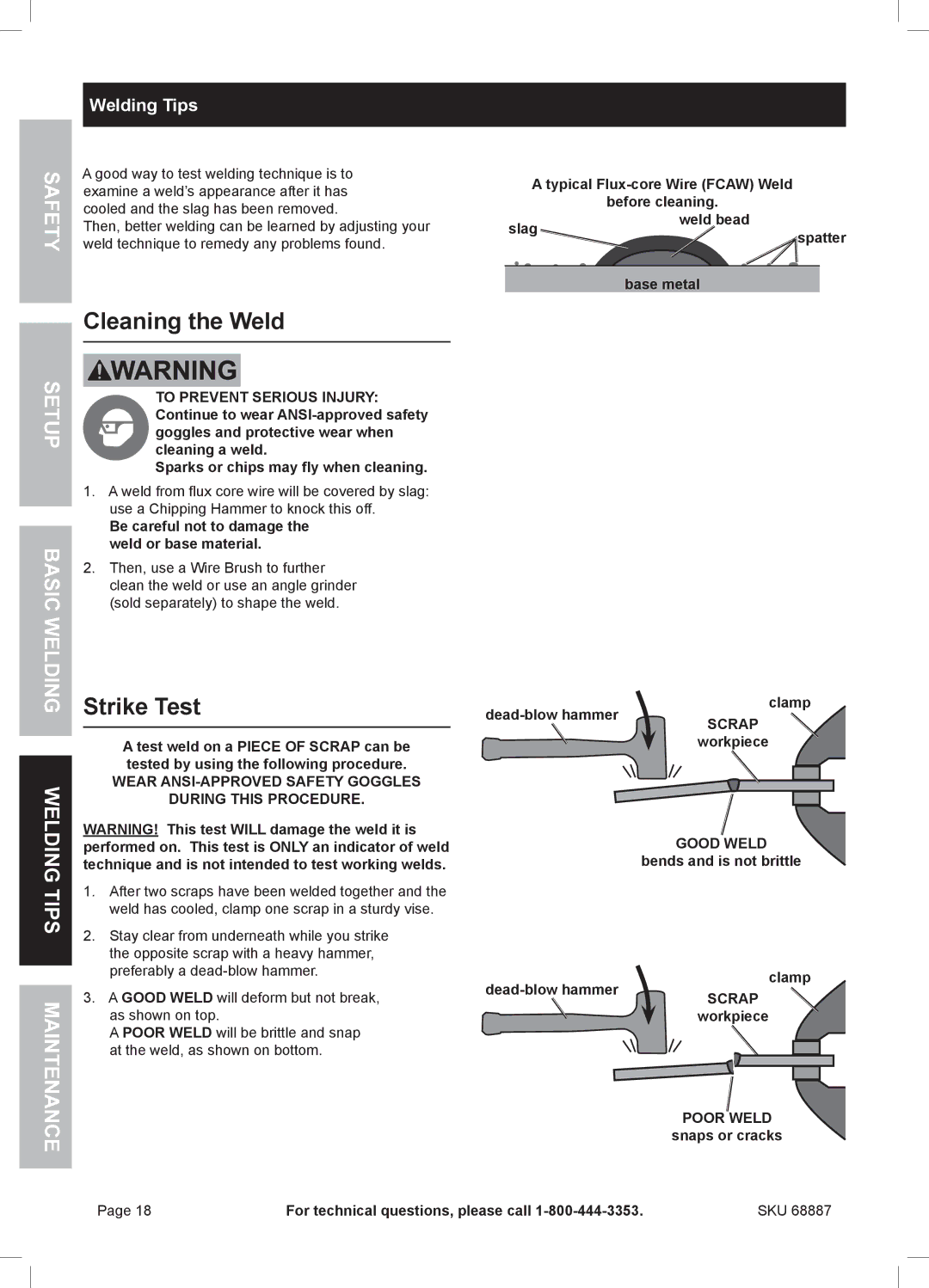
A typical
before cleaning.
slag | weld bead | |
spatter | ||
| ||
| base metal |
SETUP
BASIC WELDING
WELDING TIPS
MAINTENANCE
Cleaning the Weld
TO PREVENT SERIOUS INJURY: Continue to wear
Sparks or chips may fly when cleaning.
1.A weld from flux core wire will be covered by slag: use a Chipping Hammer to knock this off.
Be careful not to damage the weld or base material.
2.Then, use a Wire Brush to further clean the weld or use an angle grinder (sold separately) to shape the weld.
Strike Test
A test weld on a PIECE OF SCRAP can be tested by using the following procedure.
WEAR ANSI-APPROVED SAFETY GOGGLES
DURING THIS PROCEDURE.
WARNING! This test WILL damage the weld it is performed on. This test is ONLY an indicator of weld technique and is not intended to test working welds.
1.After two scraps have been welded together and the weld has cooled, clamp one scrap in a sturdy vise.
2.Stay clear from underneath while you strike the opposite scrap with a heavy hammer, preferably a
3.A GOOD WELD will deform but not break, as shown on top.
A POOR WELD will be brittle and snap at the weld, as shown on bottom.
clamp | ||
SCRAP | ||
| ||
| workpiece |
GOOD WELD
bends and is not brittle
clamp | ||
SCRAP | ||
| ||
| workpiece |
POOR WELD
snaps or cracks
Page 18 | For technical questions, please call | SKU 68887 |