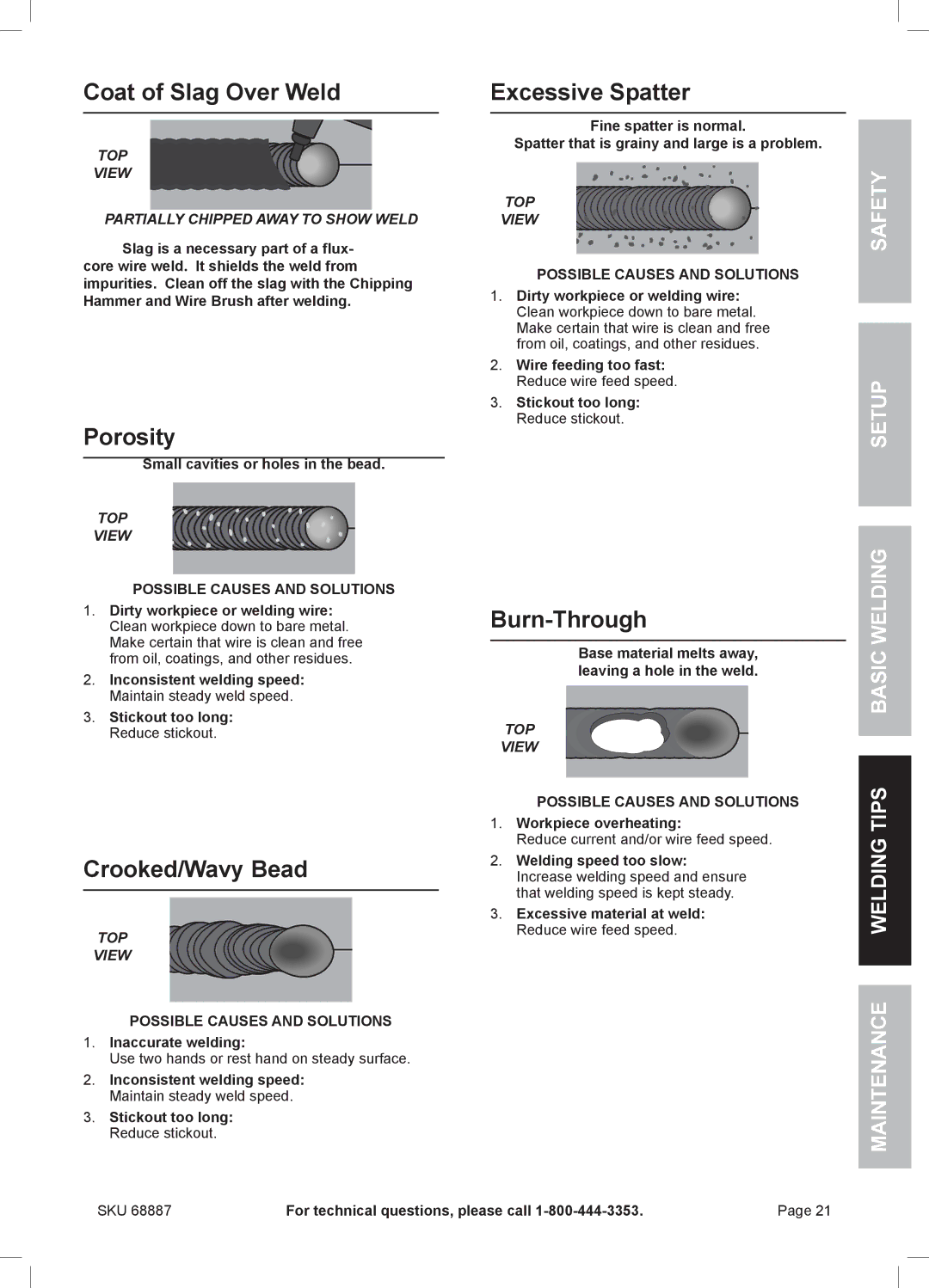
Coat of Slag Over Weld
TOP
VIEW
PARTIALLY CHIPPED AWAY TO SHOW WELD
Slag is a necessary part of a flux- core wire weld. It shields the weld from impurities. Clean off the slag with the Chipping Hammer and Wire Brush after welding.
Porosity
Small cavities or holes in the bead.
TOP
VIEW
POSSIBLE CAUSES AND SOLUTIONS
1.Dirty workpiece or welding wire: Clean workpiece down to bare metal. Make certain that wire is clean and free from oil, coatings, and other residues.
2.Inconsistent welding speed: Maintain steady weld speed.
3.Stickout too long:
Reduce stickout.
Crooked/Wavy Bead
TOP
VIEW
POSSIBLE CAUSES AND SOLUTIONS
1.Inaccurate welding:
Use two hands or rest hand on steady surface.
2.Inconsistent welding speed: Maintain steady weld speed.
3.Stickout too long:
Reduce stickout.
Excessive Spatter
Fine spatter is normal.
Spatter that is grainy and large is a problem.
TOP
VIEW
POSSIBLE CAUSES AND SOLUTIONS
1.Dirty workpiece or welding wire: Clean workpiece down to bare metal. Make certain that wire is clean and free from oil, coatings, and other residues.
2.Wire feeding too fast:
Reduce wire feed speed.
3.Stickout too long:
Reduce stickout.
Burn-Through
Base material melts away, leaving a hole in the weld.
TOP
VIEW
POSSIBLE CAUSES AND SOLUTIONS
1.Workpiece overheating:
Reduce current and/or wire feed speed.
2.Welding speed too slow: Increase welding speed and ensure that welding speed is kept steady.
3.Excessive material at weld:
Reduce wire feed speed.
SAFETY
SETUP
BASIC WELDING
WELDING TIPS
MAINTENANCE
SKU 68887 | For technical questions, please call | Page 21 |