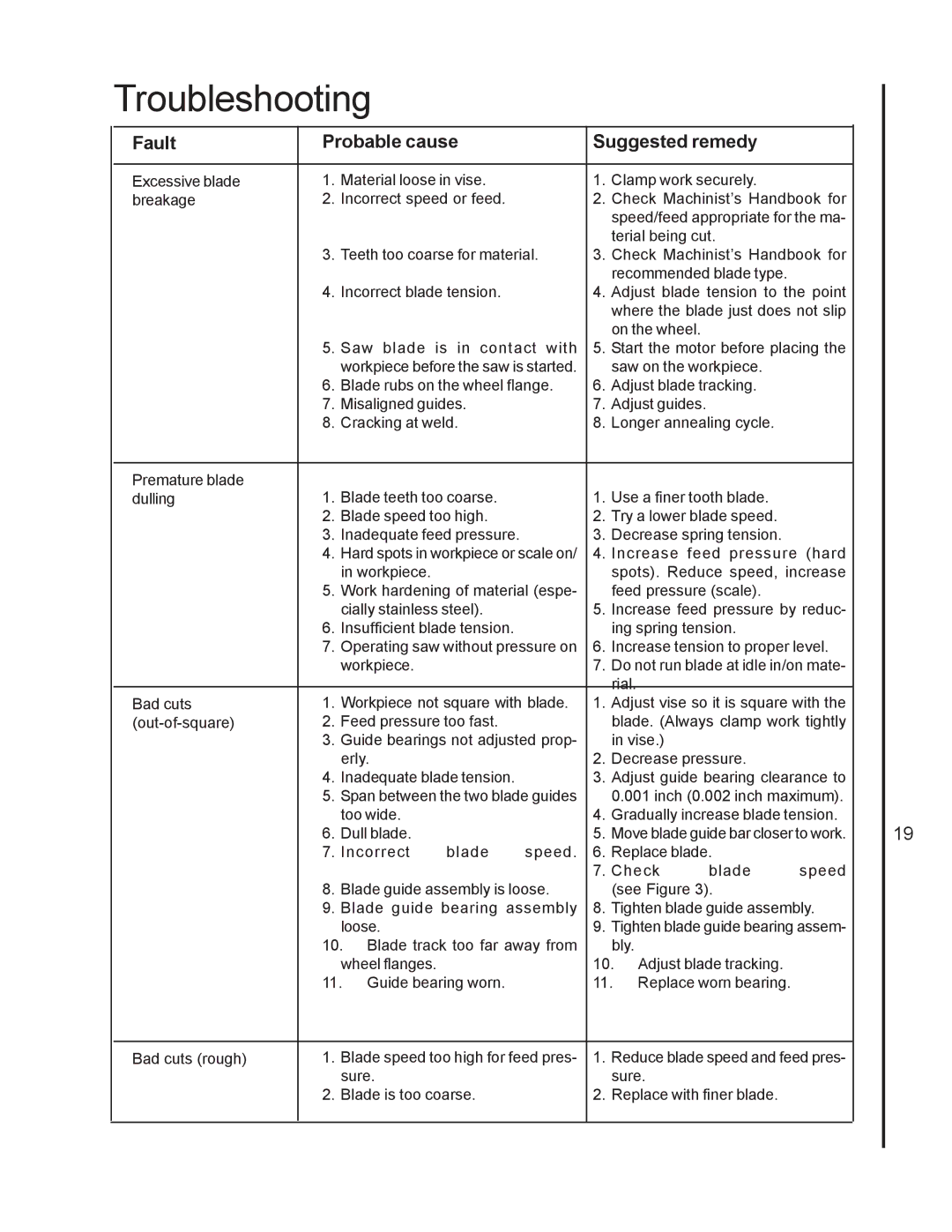
Troubleshooting
Fault | Probable cause |
| Suggested remedy |
| ||||||
|
|
|
|
|
| |||||
Excessive blade | 1. Material loose in vise. |
| 1. | Clamp work securely. |
| |||||
breakage | 2. Incorrect speed or feed. |
| 2. | Check Machinist’s Handbook for | ||||||
|
|
|
|
|
|
| speed/feed appropriate for the ma- | |||
|
|
|
|
|
|
| terial being cut. |
| ||
| 3. | Teeth too coarse for material. | 3. | Check Machinist’s Handbook for | ||||||
|
|
|
|
|
|
| recommended blade type. |
| ||
| 4. | Incorrect blade tension. |
| 4. | Adjust blade tension to the point | |||||
|
|
|
|
|
|
| where the blade just does not slip | |||
|
|
|
|
|
|
| on the wheel. |
| ||
| 5. | Saw blade is in contact with | 5. | Start the motor before placing the | ||||||
|
| workpiece before the saw is started. |
| saw on the workpiece. |
| |||||
| 6. | Blade rubs on the wheel flange. | 6. | Adjust blade tracking. |
| |||||
| 7. | Misaligned guides. |
| 7. | Adjust guides. |
| ||||
| 8. | Cracking at weld. |
| 8. | Longer annealing cycle. |
| ||||
|
|
|
|
|
|
|
|
|
|
|
Premature blade | 1. Blade teeth too coarse. |
| 1. | Use a finer tooth blade. |
| |||||
dulling |
|
| ||||||||
| 2. | Blade speed too high. |
| 2. | Try a lower blade speed. |
| ||||
| 3. | Inadequate feed pressure. |
| 3. | Decrease spring tension. |
| ||||
| 4. | Hard spots in workpiece or scale on/ | 4. | Increase | feed pressure | (hard | ||||
|
| in workpiece. |
|
|
| spots). Reduce speed, increase | ||||
| 5. | Work hardening of material (espe- |
| feed pressure (scale). |
| |||||
|
| cially stainless steel). |
| 5. | Increase feed pressure by reduc- | |||||
| 6. | Insufficient blade tension. |
|
| ing spring tension. |
| ||||
| 7. | Operating saw without pressure on | 6. | Increase tension to proper level. | ||||||
|
| workpiece. |
|
| 7. | Do not run blade at idle in/on mate- | ||||
|
|
|
|
|
|
| rial. |
|
|
|
Bad cuts | 1. Workpiece not square with blade. | 1. | Adjust vise so it is square with the | |||||||
2. Feed pressure too fast. |
|
| blade. (Always clamp work tightly | |||||||
| 3. | Guide bearings not adjusted prop- |
| in vise.) |
|
| ||||
|
| erly. |
|
| 2. | Decrease pressure. |
| |||
| 4. | Inadequate blade tension. |
| 3. | Adjust guide bearing clearance to | |||||
| 5. | Span between the two blade guides |
| 0.001 inch (0.002 inch maximum). | ||||||
|
| too wide. |
|
| 4. | Gradually increase blade tension. | ||||
| 6. | Dull blade. |
|
| 5. | Move blade guide bar closer to work. | ||||
| 7. | Incorrect | blade | speed. | 6. | Replace blade. |
| |||
|
|
|
|
|
| 7. | Check | blade | speed | |
| 8. | Blade guide assembly is loose. |
| (see Figure 3). |
| |||||
| 9. | Blade guide bearing assembly | 8. | Tighten blade guide assembly. | ||||||
|
| loose. |
|
| 9. | Tighten blade guide bearing assem- | ||||
| 10. | Blade track too far away from |
| bly. |
|
|
| |||
|
| wheel flanges. |
|
| 10. | Adjust blade tracking. |
| |||
| 11. | Guide bearing worn. |
| 11. | Replace worn bearing. |
| ||||
|
|
|
| |||||||
Bad cuts (rough) | 1. Blade speed too high for feed pres- | 1. | Reduce blade speed and feed pres- | |||||||
|
| sure. |
|
|
| sure. |
|
| ||
| 2. | Blade is too coarse. |
| 2. | Replace with finer blade. |
| ||||
|
|
|
|
|
|
|
|
|
|
|
19