A minimum of three teeth should be on the work piece at all times for proper cutting. The blade and workpiece can be damaged if the teeth are so far apart that they straddle the workpiece.
For very high production on cutting of special mate- rials, or to cut
Blade Break-in Procedures
New blades are very sharp and, therefore, have a tooth geometry which is easily damaged if a careful
1.Clamp a round section workpiece in the vise. The workpiece should be 2 inches or larger in diameter.
2.Set the saw on low speed. Start the cut with a very light feed rate.
3.When the saw has completed 1/3 of the cut, in- crease the feed rate slightly and allow the saw to complete the cut.
4.Keep the same hydraulic cylinder setting and begin a second cut on the same or similar workpiece.
5.When the blade has completed about 1/3 of the cut, increase the feed rate. Watch the chip formation until cutting is at its most efficient rate and allow the saw to complete the cut (see Evaluating Blade Effi- ciency). The blade is now considered ready for regular service.
Work Setup
Securing the Workpiece for Square Cuts
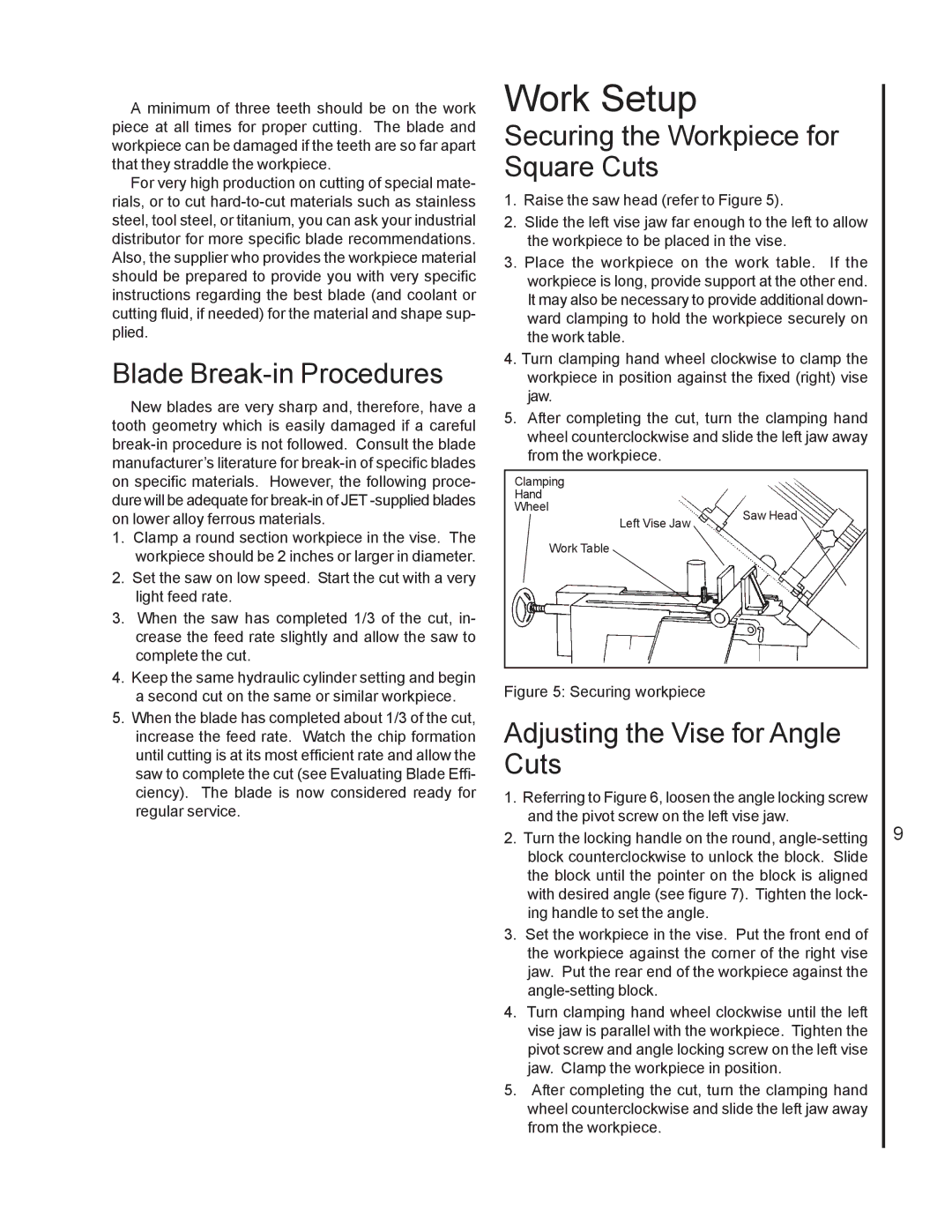
1.Raise the saw head (refer to Figure 5).
2.Slide the left vise jaw far enough to the left to allow the workpiece to be placed in the vise.
3.Place the workpiece on the work table. If the workpiece is long, provide support at the other end. It may also be necessary to provide additional down- ward clamping to hold the workpiece securely on the work table.
4.Turn clamping hand wheel clockwise to clamp the workpiece in position against the fixed (right) vise jaw.
5.After completing the cut, turn the clamping hand wheel counterclockwise and slide the left jaw away from the workpiece.
Clamping |
|
|
Hand |
|
|
Wheel |
| Saw Head |
| Left Vise Jaw | |
|
| |
Work Table |
|
|
Figure 5: Securing workpiece
Adjusting the Vise for Angle Cuts
1.Referring to Figure 6, loosen the angle locking screw and the pivot screw on the left vise jaw.
2.Turn the locking handle on the round,
3.Set the workpiece in the vise. Put the front end of the workpiece against the corner of the right vise jaw. Put the rear end of the workpiece against the
4.Turn clamping hand wheel clockwise until the left vise jaw is parallel with the workpiece. Tighten the pivot screw and angle locking screw on the left vise jaw. Clamp the workpiece in position.
5.After completing the cut, turn the clamping hand wheel counterclockwise and slide the left jaw away from the workpiece.
9