PIPELINER
Pipeliner
API
ADVANTAGE LINCOLN
•Clean weld deposit.
•Uniform bead shape.
•Fluid puddle provides good
•Manufactured to actual lot control and testing. Actual certificates of conformance are available upon request.
•Foil bag packaging guards against moisture.
•Manufactured under a quality sys- tem certified to ISO 9001 require- ments.
TYPICAL APPLICATIONS
•Primarily intended for
•Capable of consistent
•Typical applications include high- yield pipe steels.
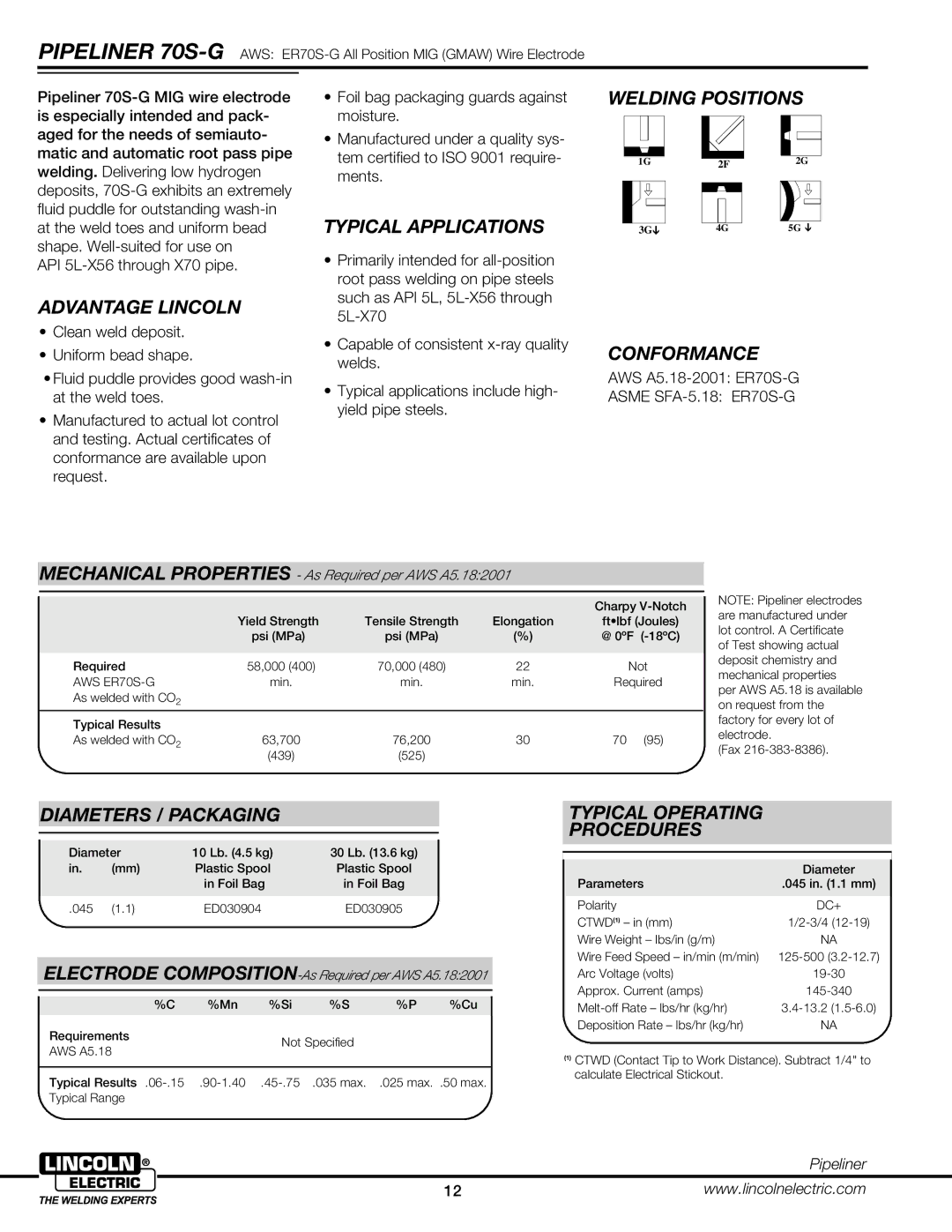
WELDING POSITIONS
1G | 2F | 2G |
➔ | 4G | 5G ➔ |
3G |
|
|
CONFORMANCE
AWS A5.18-2001: ER70S-G
ASME SFA-5.18: ER70S-G
MECHANICAL PROPERTIES - As Required per AWS A5.18:2001
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Charpy |
| |
|
| Yield Strength | Tensile Strength | Elongation | ft•lbf (Joules) |
| |
|
| psi (MPa) | psi (MPa) | (%) | @ 0ºF |
| |
|
|
|
|
|
|
| |
| Required | 58,000 (400) | 70,000 (480) | 22 | Not |
| |
| AWS | min. | min. | min. | Required |
| |
| As welded with CO2 |
|
|
|
|
|
|
| Typical Results |
|
|
|
|
|
|
| As welded with CO2 | 63,700 | 76,200 | 30 | 70 | (95) |
|
|
| (439) | (525) |
|
|
|
|
NOTE: Pipeliner electrodes are manufactured under lot control. A Certificate of Test showing actual deposit chemistry and mechanical properties per AWS A5.18 is available on request from the factory for every lot of electrode.
(Fax
DIAMETERS / PACKAGING
|
|
|
|
|
|
|
|
|
|
|
|
| Diameter | 10 Lb. (4.5 kg) | 30 Lb. (13.6 kg) |
| |
| in. | (mm) | Plastic Spool | Plastic Spool |
|
|
|
| in Foil Bag | in Foil Bag |
|
|
|
|
|
|
|
| .045 | (1.1) | ED030904 | ED030905 |
|
ELECTRODE COMPOSITION-As Required per AWS A5.18:2001
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
| |
%C | %Mn | %Si | %S | %P | %Cu | |||
Requirements |
|
|
|
|
|
|
| |
|
| Not Specified |
|
|
| |||
AWS A5.18 |
|
|
|
|
| |||
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| |
Typical | .035 max. | .025 max. .50 max. | ||||||
Typical Range |
|
|
|
|
|
| ||
TYPICAL OPERATING
PROCEDURES
|
|
|
|
| Diameter |
Parameters | .045 in. (1.1 mm) |
|
|
Polarity | DC+ |
CTWD(1) – in (mm) | |
Wire Weight – lbs/in (g/m) | NA |
Wire Feed Speed – in/min (m/min) | |
Arc Voltage (volts) | |
Approx. Current (amps) | |
Deposition Rate – lbs/hr (kg/hr) | NA |
(1)CTWD (Contact Tip to Work Distance). Subtract 1/4" to calculate Electrical Stickout.
Pipeliner
12 | www.lincolnelectric.com |