PIPELINER AUTOWELD G70M AWS
Pipeliner Autoweld G70M is specifically designed for use with the Autoweld pipe welding system to deliver outstanding weld properties.
ADVANTAGE LINCOLN
•Specifically designed for use with Autoweld™ pipe welding system on pipe up to X70.
•Tightly controlled cast and helix assure proper wire placement every time.
•Excellent mechanical properties — impacts are normally in the 60 ft•lbf @
•Smooth, spray type arc transfer and low spatter level.
•Slag system provides for puddle support, good wetting and bead shape in all positions.
•Manufactured under a quality system certified to ISO 9001 requirements.
•Manufactured to actual lot control. Actual certificates of conformance are available upon request.
TYPICAL APPLICATIONS
•All position wire designed to weld pipe up to X70.
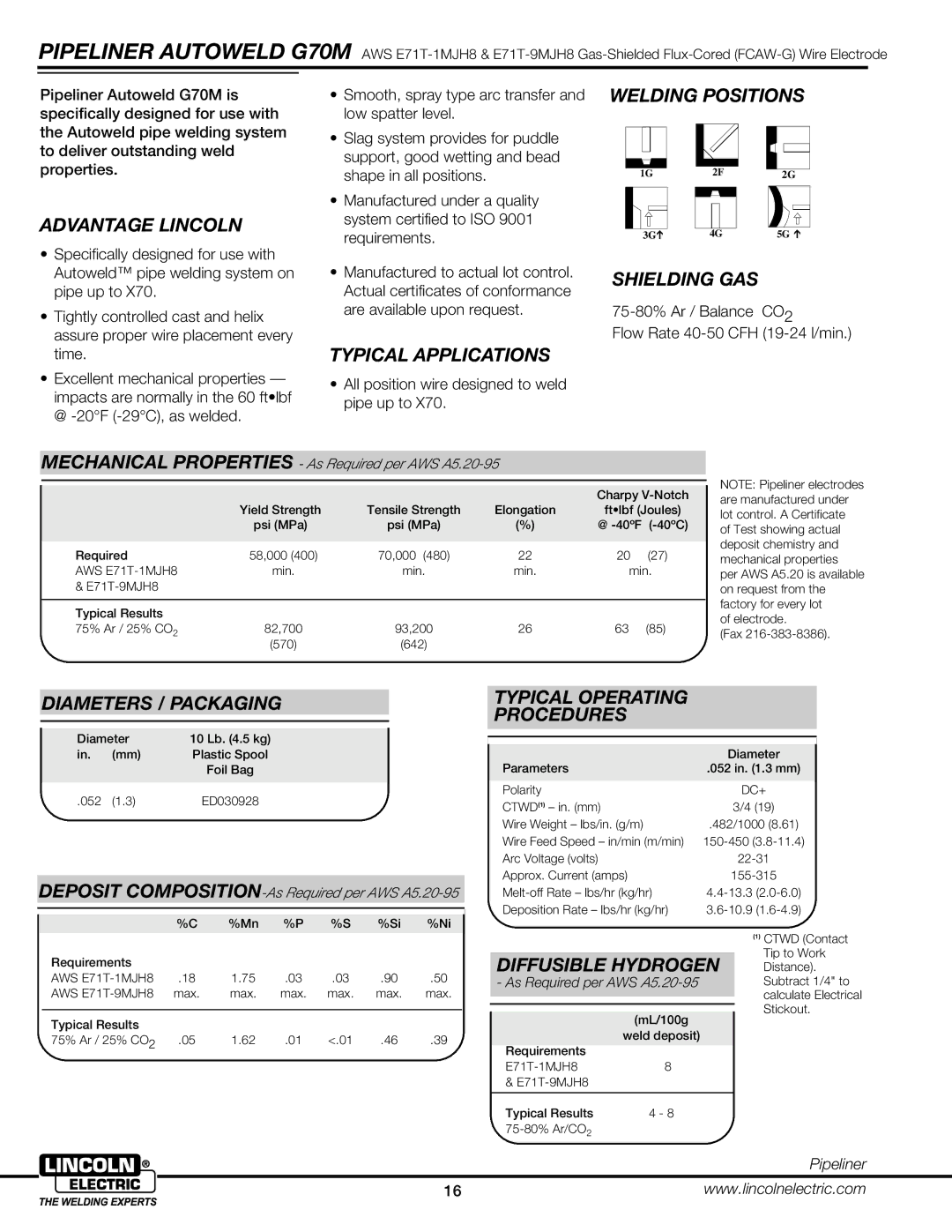
WELDING POSITIONS
1G | 2F | 2G | |
➔ | 4G | 5G | ➔ |
3G |
|
| |
SHIELDING GAS
75-80% Ar / Balance CO2
Flow Rate
MECHANICAL PROPERTIES - As Required per AWS A5.20-95
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Charpy |
| |
|
| Yield Strength | Tensile Strength | Elongation | ft•lbf (Joules) |
| ||
|
| psi (MPa) | psi (MPa) | (%) | @ |
| ||
|
|
|
|
|
|
|
|
|
| Required | 58,000 (400) | 70,000 | (480) | 22 | 20 | (27) |
|
| AWS | min. | min. | min. | min. |
| ||
| & |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Typical Results |
|
|
|
|
|
|
|
| 75% Ar / 25% CO2 | 82,700 | 93,200 | 26 | 63 | (85) |
| |
|
| (570) | (642) |
|
|
|
| |
NOTE: Pipeliner electrodes are manufactured under lot control. A Certificate of Test showing actual deposit chemistry and mechanical properties per AWS A5.20 is available on request from the factory for every lot
of electrode.
(Fax
DIAMETERS / PACKAGING
|
|
|
|
|
|
|
|
|
|
| Diameter | 10 Lb. (4.5 kg) |
| |
| in. | (mm) | Plastic Spool |
|
|
|
| Foil Bag |
|
|
|
|
|
|
| .052 | (1.3) | ED030928 |
|
DEPOSIT COMPOSITION-As Required per AWS A5.20-95
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| %C | %Mn | %P | %S | %Si | %Ni | |
| Requirements |
|
|
|
|
|
|
|
| AWS | .18 | 1.75 | .03 | .03 | .90 | .50 |
|
| AWS | max. | max. | max. | max. | max. | max. | |
|
|
|
|
|
|
|
|
|
| Typical Results |
|
|
|
|
|
|
|
| 75% Ar / 25% CO2 | .05 | 1.62 | .01 | <.01 | .46 | .39 |
|
TYPICAL OPERATING
PROCEDURES
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Diameter |
| |||
| Parameters |
| .052 in. (1.3 mm) |
| |||
|
|
|
|
|
| ||
| Polarity |
|
| DC+ | |||
| CTWD(1) – in. (mm) |
| 3/4 (19) |
| |||
| Wire Weight – lbs/in. (g/m) | .482/1000 (8.61) |
| ||||
| Wire Feed Speed – in/min (m/min) |
| |||||
| Arc Voltage (volts) |
|
| ||||
| Approx. Current (amps) |
| |||||
|
| ||||||
| Deposition Rate – lbs/hr (kg/hr) |
| |||||
|
|
| (1) | CTWD (Contact | |||
|
|
|
|
|
| Tip to Work | |
| DIFFUSIBLE HYDROGEN |
|
| ||||
|
| Distance). | |||||
| - As Required per AWS |
|
|
| Subtract 1/4" to | ||
|
|
|
|
|
| calculate Electrical | |
|
|
|
|
|
| ||
|
|
|
|
|
| Stickout. | |
|
| (mL/100g |
|
|
| ||
|
|
|
|
|
|
| |
|
| weld deposit) |
|
|
|
|
|
| Requirements |
|
|
|
|
|
|
| 8 |
|
|
|
|
| |
| & |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Typical Results | 4 - 8 |
|
|
|
|
|
|
|
|
|
|
|
| |
Pipeliner
16 | www.lincolnelectric.com |